|
冷轧卷板开平剪切生产线的特点及其生产工艺
文/伍小华
摘要:介绍了冷轧卷板加工后的特点和以冷轧卷板生产线为例的工艺、设备情况,以及产品的经济效益及发展趋势。
关键词:剪切;精度;成材率
1、概述
我国作为一个快速发展的发展中国家,我国经济发展势头依旧良好,建设规模继续扩大,虽然仍将面临诸多压力,但我国经济稳中求进,GDP增速仍将保持在6.8%左右,各种需求仍然较为强劲,但是钢铁行业产能严重过剩。
随着钢铁下游产业行业竞争的日趋激烈,用户不仅在产品质量、价格上的要求越来越高,而且对供货方式也提出了新的要求,最主要的一点就是要求钢铁企业大幅度缩减交货周期,以减轻钢铁原材料的库存和资金占用。特别是部分冷轧汽车钢板用户甚至要求提供“即时供货服务”以实现用户钢铁原材料采购的无库存管理。另外有些企业在采购钢材的过程中提出要求能够为其提供钢卷和钢板的分卷、剪切、预加工处理和配送服务以提高其钢材利用率,降低其投资成本和生产、运输成本。钢材用户结构中中小型用户数量快速上升,中小型用户的比例越来越高。中小型用户采购的特点是采购次数多,每次的采购量较小,采购的钢铁产品规格多,钢种要求复杂。而且,交货周期短、交货期要求严格,也更希望能得到钢铁企业提供的即时供货服务和钢材预加工处理服务。随着国内现代物流配送业的快速发展,以汽车、家电、造船、集装箱为主的客户,对钢厂销售的个性化服务要求越来越高,对板材进行剪切加工、合理套裁配货,已成为钢厂及大型流通商钢板销售的主要模式,是钢厂产业链向市场终端延伸的服务平台,国内多家钢企都开展了冷轧卷板开平剪切生产线的建设。
2 冷轧卷板加工生产线的定义与特点
2.1 冷轧卷板加工生产线的定义
冷轧卷板加工生产线分为纵切生产线和横切生产线,所谓纵切生产线,是指冷轧卷板在冷加工状态下按指定尺寸,纵切成若干小卷,并重新卷起的生产流水线;所谓横切生产线,是指冷轧卷板在冷加工状态下矫平后,按指定尺寸,横切成若干块钢板,并成垛包装的生产流水线。
2.2 冷轧卷板加工生产线的特点
2.2.1 尺寸精度高。冷轧卷板加工生产线是在钢材冷状态下剪切,横切产品定尺精度可达±0.3mm,纵切产品定尺精度可达±0.03mm,可以按照客户的要求精确加工。
2.2.2 消除钢材内应力。开平板是在冷轧状态下机械开平,可以大大消除卷板内应力,其应力消除一般在60%-80%,内应力的消除对钢板的各项机械性能有很大的提高。
2.2.3 钢材利用率最大化。钢材按客户要求精确剪切定尺,定尺后的尺寸基本按照金属产品最后的规格量身定做,在下道加工工序中,产生的头尾、边角料大大减少,从而大幅提高了钢材利用率,冷轧卷板开平剪切生产线的成材率可以达到98%。
2.2.4 轧制成材率上升。冷轧钢厂轧制过程发现卷板存在缺陷的,通常判定为废板或次板,而冷轧卷板通过冷轧卷板加工生产线开平,开平后剪切掉存在缺陷的部分,其余部分仍可作为合格成品板出售,从而大幅提高了冷轧钢厂的轧制成材率。
3、冷轧卷板加工生产工艺介绍
3.1 生产品种与规格
3.1.1 产品品种。1650mm冷轧卷板开平横切生产线以开卷、平整1650mm 的冷轧卷板产品,并按客户要求剪切成定尺板产品。
3.1.2 产品规格。1650mm冷轧卷板开平横切生产线产品规格:厚度:0.3~3.0mm;宽度:700~1650mm;长度:400~4000mm;垛重:Max.6t。
3.2 执行标准
车间产品按国家标准组织生产、检验和交货。根据用户要求,产品也可以按不同的国际标准组织生产、检验和交货。
3.3 原料及金属平衡
3.3.1 原料。1650mm 冷轧卷板开平生产线车间所用原料为新钢1550mm 冷轧厂生产的冷轧卷板。原料规格:带钢厚度:0.3~3.0mm(冷轧卷为≤2.0mm, >2.0mm 的为酸洗板);带钢宽度:700~1650mm;钢卷内径:508mm 和610mm(带内筒);钢卷外径:max.φ2100mm;抗拉强度:厚度≤2.0mm 的max.980MPa,2.0mm 的max.490MPa;最大单重:25t。
3.3.2 金属平衡。冷轧卷板开平横切生产线生产20万吨成品板时,年需原料20.4万吨,产品按客户要求尺寸剪切后,头尾、边角料回收作为炼钢用废钢。
3.4 生产工艺流程
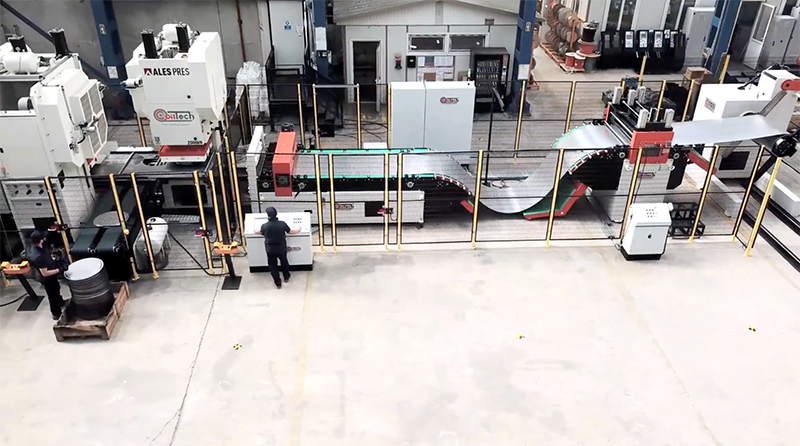
3.4.1 生产工艺流程简述。工艺流程:原料区域的吊车将冷轧钢卷放到横切机组的原料存放台上,人工拆除捆带后上卷小车从钢卷存放台上把钢卷托起并送到开卷机旁位置;与开卷机卷筒垂直对中后,上卷小车把钢卷送到开卷机中间位置,开卷机卷筒涨径同时压辊压住钢卷,上卷小车下降并退出作业线。
引料台摆起并伸到位,点动开卷机,打开钢卷并把带头送入夹送辊。夹送辊与开卷机联合点动送料,将带头送入切头剪,将超厚的带头切掉后(料头废料小车收集,板型好,也可根据客户需要不剪切),经对中装置对中后,经3 辊矫直机初矫、初矫后再对中进入六重19 辊矫直机精矫、精矫后NC 电脑控制定尺,喂料夹送装置送进飞剪剪切,横切剪先剪切一次清零后,全机组联合启动,定尺夹送装置按定尺喂送带钢,并通过控制系统自动控制横切剪的动作。剪切后经皮带输送机送入垛板机进行垛板(垛板机上预先放置好了垛板架)。根据设定的张数,垛满后的成品垛板台下降,把板垛放到板垛输出辊道上,然后将板垛送至旁边的包装工位上,手动打包机打包,包装好后由吊车将板垛(包括垛板架)放至成品存放场称重后等待发货。
3.4.2 生产工艺流程简图,如图所示。
钢板原料—→开卷—→矫平—→定尺—→剪切—→成品—→
4 结束语
随着钢铁下游产业行业竞争的日趋激烈,用户不仅在产品质量、价格上的要求越来越高,而且对供货方式也提出了新的要求,最主要的一点就是要求钢铁企业大幅度缩减交货周期,以减轻钢铁原材料的库存和资金占用。部分用户甚至要求提供“即时供货服务”(Justintime)以实现用户钢铁原材料采购的无库存管理。另外有些企业在采购钢材的过程中提出要求能够为其提供钢卷和钢板的分卷、剪切、预加工处理和配送服务以提高其钢材利用率,降低其投资成本和生产成本。
随着国内现代物流配送业的快速发展,以汽车、家电、造船、集装箱为主的客户,对钢厂销售的个性化服务要求越来越高,对板材进行剪切加工、合理套裁配货,已成为钢厂及大型流通商钢板销售的主要模式,是钢厂产业链向市场终端延伸的服务平台。因此,筹建开平剪切生产线,是服务江西及长三角地区的汽车、家电、造船等终端客户,提高核心市场份额,实现板材营销目标的必备手段。我国钢铁行业同质化竞争愈演愈烈,钢铁生产企业、贸易企业都在探索如何走出同质化竞争的漩涡,跨越企业、行业、地域界限,有效整合内外部资源,通过建立牢固的产业供应链体系寻求差异化竞争优势。通过与终端客户群建立共存的供应链和产业链,获取稳定的、持续的、忠诚的、有一定规模的终端客户群,已经成为钢厂和钢铁贸易商参与市场竞争、摆脱市场波动、获取持续发展的最重要资源和竞争优势。钢材加工开平剪切生产线的建设已经被证明是与终端客户群建立共存供应链体系的重要手段。
作者简介:
伍小华(1972-),男,毕业于西安建筑科技大学,研究生,任新钢板材加工有限公司工程师。
胡桂连(1972-),女,毕业于北京理工大学,本科,现任新余市职业教育中心机械专业教师、机械设计及其自动化专业。
|

