|
钢桶圆整度问题分析及解决方法
文/杨文亮
【编者按】
昨天,我接到一位江苏某制桶企业老板的求救电话,他说:“用户说我厂的钢桶不圆,全部退货,我都懵了,咋回事儿呀?从来没遇到过这种事儿!”
其实,这已经不是某制桶企业的个例。近年来用户对钢桶的圆整度要求越来越高,并不是大家的钢桶质量生产出现了什么新问题,这是制桶行业多年来固有的问题,只是用户的容忍度不同而已。
针对这个普遍的问题,我有必要给大家从头认真地解释一下,所以,就写了下面这篇文章,算是答复。
近年来,有越来越多的钢桶企业发现,自已的钢桶没有别人的圆,从而影响了其市场销售。其实钢桶圆整度问题是一个老问题,只是现在用户对其容忍度越来越小,所以,逐渐就变成了大问题。
在欧美一些发达国家,钢桶圆整度的问题早已得到了解决,也逐渐把钢桶圆整工艺变成了钢桶生产过程中的一个标准的工序而确定下来。现在,我国一些钢桶企业,也已经开始改进了工艺过程,在钢桶生产线上加入了钢桶圆整工序。
一、桶身不圆的缺陷是怎么产生产?
钢桶生产中的桶身卷圆工序,多数企业都是采用三辊卷板机进行卷圆。但是三辊卷板机有一个结构性的硬伤,就是卷板开始和卷板结束的两个头会出现直线段,俗称直边。如图1为示意图。图2为桶身卷圆后的实物图。
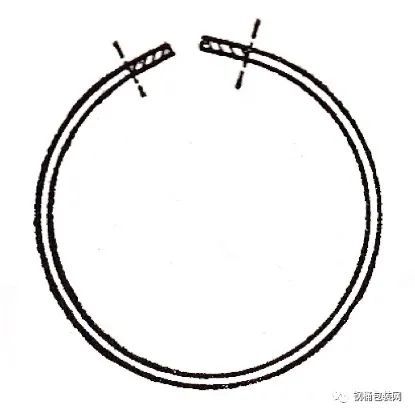
图1 桶身卷圆两端的直边

图2 桶身卷圆直边实物图
对于一般的三辊卷板机来说,桶身直径越大,直边宽度就越大。在生产标准200L钢桶时,直边宽度可达50~100mm,随着卷圆机的辊子直径大小不同会有所不同。出现卷圆两端直边的原因,是因为三辊卷边机的送料辊与成形辊之间有一定的距离,如图3所示。这个距离使板料开始进入和将要结束的两端都会有一段脱辊的距离,导致这一段不能受到辊子的弯曲力限制。直边段的距离正好就是送料辊与成形辊之间的距离。
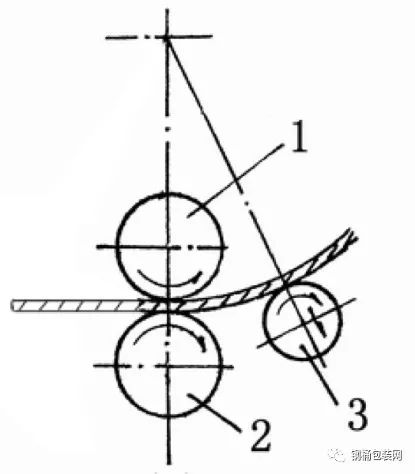
图3 桶身三辊卷板机示意图
1-上送料辊;2-下送料辊;3-成形辊
桶身产生直边后,进行缝焊,焊接后,焊缝及焊缝两面的直边将仍然存在,对于整个桶身的圆柱度来说,这一段是一个直面,使桶身失圆,焊缝两边曲率为无限大,导致桶身向内凹陷的现象,此处桶身直径比其它位置要小一些,一般情况下要比标准桶身直径小5~10mm左右。如图4所示为焊缝直边段。

图4 焊缝直边段
二、桶身不圆整缺陷的危害
对于钢桶来说,直边段可能会影响整体外观质量。一般来说,对于标准的钢桶,会在桶身上进行翻边、压波纹、涨环筋,通过这一系列加工,桶身的圆柱度会得到校正,卷圆两端的直边也会得到消除,所以,标准钢桶的外观不会因直边问题受到太大的影响。 但是对于非标准钢桶,尤其是桶身上没有波纹和环筋的钢桶,焊缝处的直边将得不到校正。如图5所示,为国内常见的盛装硅胶系列产品的钢桶,其桶身上是直的,没有波纹和环筋。

图5 桶身无波纹和环筋的钢桶
对于这类钢桶而言,焊缝处的直边,不仅仅影响钢桶整体外观质量,更重要的是直接影响到用户的正常使用。多数盛装硅胶产品的用户,其向桶内注入产品时,产品是液体,但盛装后待产品达到常温时为粘稠体。当用户要将产品取出时,通常采用压力盘伸入桶入向内挤压,将产品挤出桶内。其压盘的大小比桶身标准内径稍小(1~2mm左右)。当焊缝处直边过大时,此处直径将会小于挤出盘的直径,致使挤出盘不能伸进桶身内进行挤压操作。这种情况下,就影响了用户的使用,产生了严重的质量问题。
当挤出盘压入钢桶内时,如果焊缝处具有直边,则此处桶身向桶内凹陷,挤出盘的边缘会与焊缝处产生摩擦。装硅胶产品的钢桶一般都有内涂层,当挤出盘与焊缝产生摩擦时,焊缝处的内涂层就会被刮擦下来,污染货物。不少用户会反复使用钢桶装运货物,当第二次使用时,第一次挤出时刮擦到桶里的内涂粉末还会污染第二次装运的货物。一些用户发现桶内硅胶产品被粉末杂质所污染,这是这个原因。 所以,桶身不圆整的问题,有时候也是致命的。
三、桶身卷圆直边的解决方法
以前对于桶身不圆的问题,一般采取下列方法进行消除:
1、在卷板机上减少直边长度;
2、采用弯头压力机进行预弯;
3、采用涨形机进行补救;
4、使用端头滚弯机进行预弯曲;
5、采用二辊卷板机进行卷圆。
以上方法经过多年的实践,目前国际上已经确定采用涨圆机进行圆整度校正为主要方法,而且在很多企业中,都已经成为一种标准的钢桶生产工序被确定下来了。
如图6所示,为德国毛瑟包装的桶身涨圆机。这台涨圆机可以更换不同的钢桶直径,只要转换涨圆模具的位置就可以轻松实现。

图6 毛瑟包装的桶身涨圆机
近年来,我国一些企业也逐渐引入了桶身涨圆的理念,钢桶涨圆工序已经逐步成为趋势,开始成为钢桶生产线上的必备工序。
图7为张家港力尔威机械设备有限公司制造的立式桶身涨圆机。这台涨圆机安装在中粮包装的钢桶生产线上,它采用的原理和结构与立式涨锥机基本相同,只是胀块不太一样。重要的是,它要满足中粮包装每分钟12只桶的生产节拍,这是国内一般的胀形机所不能做到的。涨圆的工艺可能会使桶身的直径稍微变大一点。

图7 力尔威的立式桶身涨圆机
如图8所示为淄博齐鲁包装有限公司设计制造的卧式桶身滚圆机。由于国内多数制桶企业的生产线都是卧式的,所以这台滚圆机更适合在卧式生产线上配套。滚圆的原理与涨圆不同,缝焊后的滚圆,不仅能消除卷圆工序产生的直边,而且桶身的直径可保持不变。
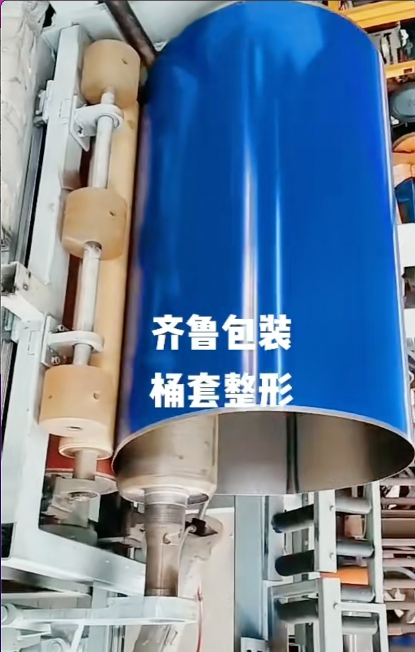
图8 齐鲁包装桶身滚圆机
不论采用什么方案都能消除桶身不圆的问题,具体选用哪个方案,还是要根据自身企业的实际情况进行分析确定。
|

