|
钢桶气泡检漏法的精确控制
文/杨文亮
钢桶的标准检漏方法是气泡检漏法,那么为什么现在很多企业还要用氦质谱检漏机,原因很简单,因为气泡检漏法不准确,用户不放心。
我们都知道,漏是绝对的,不漏是相对的,完全不漏的钢桶是不存在的,关键是看漏孔有多大。只要钢桶能够满足用户的需求,就是合格的。如果一味追求绝对不漏,不仅劳命伤财,而且也做不到,也没必须做到。因为质量是有成本的,质量越高,成本就会越大。其实满足需求就是最经济又安全的质量。
氦质谱检漏法是专门设置了一下标准漏孔,检验时,用钢桶的实际漏孔与标准漏孔进行比较,如果实际漏孔小于标准漏孔,就判定钢桶是不漏的,如果实际漏孔大于标准漏孔,就判定钢桶是漏的。
那么为什么气泡检漏法做不到呢?原因也很简单,没有认真做!其实国家标准中对气泡检漏法也有比较明确的要求,比如气压值的规定,比如试验时间的规定,只要按照标准的要求进行检漏,也可以达到比较准确的检漏。但是,目前国内的钢桶气泡检漏设备,基本上都不能满足标准的要求,所以,在生产线上安装的气泡检漏机,也只能是检验个大概,粗略地检验钢桶的一次漏率,但达不到100%的准确。
于是,用户要求达到100%的检漏率,就要求制桶企业使用氦质谱检漏机,虽然投资比较大,但为了满足用户要求,也只好采用。
那么,气泡检漏法就真的不能达到准确的检漏吗?答案是否定的。气泡检漏虽然看上去很简单,街边修自行车的都会这一手,但是要达到精准的检漏,却是一门科学。

国内生产线上常见的检漏机
今天,我们带着科学的态度,认真地探究一下气泡检漏法的精髓。
一、气泡检漏法的原理
当漏孔的两侧存在压差时,不溶于显示液的示漏气体就通过漏孔从高压侧向低压侧流动,如果在低压侧施加适当显示液体后,漏孔处将会吹起一个个气泡,从而可以发现漏孔的存在。
用通俗的话说,就是当在钢桶内部充以高压空气时,桶内的压力高到桶外的大气压,如果钢桶的漏孔,桶内的空气就会通过漏孔向桶外排出。这时在漏孔处涂上皂液,皂液就会被排出的空气吹出泡泡,我们就能看到这个地方有漏孔了。
二、产生气泡的条件
我们按照标准的气密检验方法来作为试验条件,即“将钢桶完全浸在水槽中,向桶内充以标准规定压力的气体,并保压规定的时间,然后观察有无气泡产生”。
在这种标准的试验条件下,当被检验的钢桶在大气环境下作气泡检测,气体通过漏孔泄漏时,主要受到三种压力的作用。即当地大气压pa,被检钢桶的漏孔出口至实验液面之间液柱高度产生的压力pg,液体表面张力产生的压力ps。
1、漏孔上方液柱高度产生产压力pg为:
Pg=𝜌gh
式中,𝜌为试验液体的密度;g为重力加速度;h为漏孔在液体中的深度。
2、液体表面张力产生的压力ps,也就是漏孔出口周边上的液体表面张力的总和除以漏孔的截面积。假定漏孔为一长圆柱形状,则:
式中,r0为漏孔截面为圆时的圆半径;𝞪T为液体表面张力系数。
3、被检钢桶在显示液中冒泡的临界压力pr为:
在三种阻力中,大气压pa基本上是一个常数,通常为1atm;液柱高度产生的压力pg是很小的,如果显示液是水,10cm液柱的压力只有0.01atm;液体表面张力产生的压力ps是个变量,漏孔越小它的数值越大。比如对一个壁厚为1mm的钢桶焊缝作气泡检漏,显示液用水,不同漏率R的漏孔所受的液体表面张力的压力ps分别是:
| R/(Pa·m3/s) |
10-8 |
10-7 |
10-6 |
10-5 |
10-4 |
Pa/atm |
0.48 |
0.27 |
0.15 |
0.09 |
0.06 |
只有那些桶内压力p>pr的被检钢桶,才可能在显示液中冒泡。
三、产生压差的方法
气泡检漏法产生压差的方法常用以下三种。
1、充气示漏法
直接对钢桶内充以干燥而清洁的高压气体来产生压差,再浸入液体中。压差可以在大范围内调整。这也是我们钢桶气泡检漏常用的方法。
2、外真空法
将被检钢桶在大气压下密封后,浸入容器内的液体中,而后再将液体上部的空间抽真空,从而使被检钢桶内外产生最大达近一个大气压的压差。必须注意的是:真空度不宜过高,以不使液体强烈蒸发或沸腾为原则。
3、热槽法
将被检钢桶在大气压下密封后,浸入到热槽内预先加热好的显示液体中,被检钢桶中的压力将因气体受热而上升,使被检钢桶内外产生压差。这个压差一般可达104Pa。也必须注意,液体同样不能产生强烈的蒸发或沸腾,以免影响观测。
就以上三种方法而言,充气示漏法是用得最广泛的一种方法。
充气未漏法是将被检钢桶充以干燥而清洁的气体以后(一般不提倡用管道中的压缩空气直接充气,因为其中含灰尘、油蒸气等污染物太多,容易污染钢桶内壁),在被检钢桶的外表面用显示液将可疑位置覆盖住,同时注意观察气泡形成情况。如存在漏孔,漏孔处漏气就可吹起气泡。被检钢桶可以整个浸泡在液体(水)中,也可以用另外的液体(如肥皂水)对被检钢桶可疑部位进行局部涂覆。
这种方法简单可靠,使用方便,能定出漏孔的位置和大小,成本低。如果被检钢桶内充入1atm的氮气,将它放入水中,用眼睛就可以直接观察到10-2Pa·L/s的漏孔。如果加大充气压力,采用分子量小的气体(如氢气等)和表面张力小、黏度低的显示液体,光线适度并采用低倍显微镜进行观测的话,那么就可以检出10-4~10-5Pa·L/s的微小漏孔来。
这种方法,只要有干燥而清洁的高压气体源、压力表、阀门、自来水就行了。特别是对要求不高,大量生产的钢桶流水线,就更显示出这种方法的优越性。这也是我们为什么在钢桶生产线上通常都用此方法作为标配的原因。
漏孔的大小决定了气泡的大小、影像以及气泡的形成速率。用眼睛直接观察时,一般会出现三种现象:
1、出现气泡小、形成速率均匀、气泡持续时间长的现象,这就意味着漏率范围是10-2~10Pa·L/s。
2、出现随机的大小气泡混合的现象,这意味着漏率范围是10~102Pa·L/s。
3、出现气泡大、形成速率快、持续时间短的现象,这意味着漏率范围是102~103Pa·L/s。
在黏滞流时漏孔对空气的漏率QA为:

在分子流时漏孔对空气的漏率QA为:

若液面气压pF=pA,毛细漏孔一端气泡内压力pb≈pA,故上述二式可改变为:
黏滞流时:

分子流时:
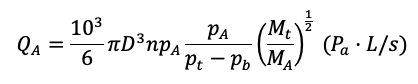
式中:
QA——标准空气同温下的漏率,Pa·L/s;
D——气泡直径,m;
n——气泡形成速率,个/s;
pn——气泡内气体压力,即示漏气体在显示液中冒泡的临界压力,Pa;
pt——检漏时被检钢桶中所充示漏气体绝对压力,Pa;
pA——大气压力,Pa;
𝜂t——示漏气体黏滞系数,Pa·s;
𝜂A——空气的黏滞系数,Pa·s。
利用以上的方法,不仅能用气泡检漏法,检测出漏孔的大小,还能够通过公式计算出准确的漏率来。
在实际应用中,当然不能让检漏工人去这样计算。这个检漏的科学计算方法,是给检漏机设计者用的,当把这个科学的方法用于检漏机的设计中之后,就会出现气泡检漏机的更高级形态来,比如用传感器检测漏孔上的气体速率和大小,或者通过检测钢桶内外压力差的变化等,再通过屏幕显示出漏孔大小和漏率的数据,甚至可以做到自动判断钢桶气泡试验是否合格,从而通过执行系统把漏桶剔出生产线。这是完全可以做到的。如下图所示,为欧美国家使用的气压检漏机。

先进准确的钢桶气密检漏机
四、充气检漏法及注意事项
1、首先要弄清楚被检钢桶能否承受气压?能承受多大气压?以便确定能否采用充气检漏法以及可以充多大压力的气体。
2、检漏前要细致、认真地清理钢桶外表面,以去除焊渣、油污、粉尘,以便疏通漏孔。必要时要对钢桶表面进行轻敲,以弹掉表面的异物粉尘等。
3、检漏场地要光线充足,水槽内背景要阴暗,水要清洁、透明,水面不要有气雾,以免影响观测。
4、被检钢桶一定要充好气后再放入水吕,否则小漏孔可能被阻塞。放入水中之前,先用听音法检查有无大漏(大于1 Pa·L/s),待大漏消除后再放入水中,否则将会影响小漏孔的观察。
5、要认真区别实现漏与虚漏,刚放入槽中的水,因溶有较多的空气,可能在被检钢桶表面形成气泡。被检钢桶本身也易带进空气而形成气泡(比如封闭器部位以及桶底顶凹槽等处)。这些气泡很容易造成漏气的假象,也即虚漏。如果将这些气泡抹去或捅破后,一般它就不再重复出现。而实测则不是这样,捅破后仍然会持续而有规律地出现气泡。这一点,可以用来区别是实漏还是滤漏。
6、被检钢桶在水中要放稳定。要待水面静下来后才能进行气泡观测。
7、观测量,被检钢桶的部位要尽量接近水面,不能浸水太深,以利于气泡的放出和观测方便。
8、发现漏洞,要及时做上不易被水洗掉或难擦掉的标记,以便于被焊。
在实际应用中,为了适用不同的需求,一般情况下,在生产线上全数检漏时,可采用涂覆皂液的方法,可适应生产线的速度。浸水检漏一般适用于对钢桶进行抽样检验或型式试验时采用,因为不需要考虑生产线的速度,从而可以严格按照标准要求的压力值(Ⅰ级钢桶30KPa,Ⅱ级和Ⅲ级钢桶30KPa)和保压5分钟来进行试验,试验结果更准确。
|

