|
【专利】一种套塑膜钢桶及生产方法
文/王小翼
申请号:CN202010178113.6
申请日:2020.03.14
公开号:CN111470166A
公开日:2020.07.31
IPC分类号:B65D25/36; B65D25/14; B65D8/00
申请人:上海冀晟自动化成套设备有限公司
发明人:王小翼;刘国斌;王司嘉
【摘要】
本发明涉及一种套塑膜钢桶及生产方法,属于包装钢桶技术领域;套塑膜钢桶包括钢桶本体、钢桶顶盖、钢桶底盖、桶体内膜、桶体外膜、顶盖内膜、顶盖外膜、底盖内膜和底盖外膜。本发明将生产包装钢桶的生产工艺进行了变更,将原来的涂装工艺更改为套膜工艺,钢桶套膜防止了因大气、雨水及某些化学品的腐蚀而降低钢桶强度、密封性,提高钢桶的使用寿命。通过套膜工艺解决包装钢桶生产过程的环境污染,减少生产设备的占地面积。套塑工段可以直接实现全自动工作过程,减少了人工及相关费用;加快了钢桶的生产速度,提高了生产效率,节约了生产成本。
【权利要求书】
1、一种套塑膜钢桶,其特征在于:包括钢桶本体、钢桶顶盖、钢桶底盖、桶体内膜、桶体外膜、顶盖内膜、顶盖外膜、底盖内膜和底盖外膜;所述钢桶本体外表面设有连续完整的桶体外膜,钢桶本体内表面设有连续完整的桶体内膜;所述钢桶顶盖外表面设有顶盖外膜,钢桶顶盖内表面设有顶盖内膜;所述钢桶底盖外表面设有底盖外膜,钢桶底盖内表面设有底盖内膜;所述桶体外膜、顶盖外膜和底盖外膜覆盖了所述钢桶的外表面;所述桶体内膜、顶盖内膜和底盖内膜覆盖了所述钢桶的内表面;所述桶体外膜为连续环带形的无接缝的膜。
2、如权利要求1所述的一种套塑膜钢桶,其特征在于:所述的桶体外膜为热缩膜。
3、如权利要求1所述的一种套塑膜钢桶,其特征在于:所述的桶体内膜为连续贴膜。
4、如权利要求1所述的一种套塑膜钢桶,其特征在于:所述的钢桶本体上下端面的圆周边缘设有卷边;钢桶顶盖圆盘形钢材的圆周边缘设有卷边;钢桶本体上端面的圆周边缘与钢桶顶盖边缘铰接连接。
5、如权利要求1所述的一种套塑膜钢桶,其特征在于:所述的钢桶底盖圆盘形钢材的圆周边缘设有卷边;钢桶本体下端面的圆周边缘与钢桶底盖边缘铰接连接。
6、如权利要求1所述的一种套塑膜钢桶,其特征在于:所述的钢桶顶盖设有压装法兰的开孔;开孔数量至少为一个。
7、一种套塑膜钢桶制造方法,其特征在于,包括如下步骤:
步骤1:制造钢桶本体,钢材卷材开卷矫平后,板材进行清洗除油除锈,板材剪切、卷桶并焊接成型为一上下开口的圆柱形桶体;
步骤2:制造钢桶顶盖和钢桶底盖,将钢材卷材开卷矫平后,板材进行清洗除油除锈,对内外钢材的表面进行覆膜处理;冲剪覆膜钢材得到圆盘形的上下覆膜的钢板,将覆膜后的圆盘形钢材的圆周边缘做板边处理,使圆盘形钢材的圆周边缘产生卷边,得到钢桶顶盖和钢桶底盖;在钢桶顶盖中冲孔,对冲孔做成型处理,并将法兰压装在开孔处的法兰孔上,形成钢桶的出口;
步骤3:将圆柱形钢桶外周套上连续的环形热缩膜;将圆柱形钢桶内壁覆上连续的环形膜;
步骤4:对内外表面覆上膜的圆柱形钢桶进行热烘处理,热缩膜紧贴在圆柱形钢桶的内外表面;
步骤5:覆膜后的圆柱形钢桶上下端面的圆周边缘做板边处理,使圆柱形钢桶上下端面的圆周边缘产生卷边;
步骤6:覆膜后的圆柱形钢桶桶身经过涨筋处理,使圆柱形钢桶桶身中部形成凸出于圆柱形钢桶桶身的圆箍;以加强钢桶桶身强度;
步骤7:覆膜后的钢桶顶盖和钢桶底盖圆周边缘的卷边与圆柱形钢桶桶身上下端面的圆周边缘的卷边相互咬合,再对钢桶顶盖卷边与圆柱形钢桶上端面的圆周卷边一起进行卷边处理,使钢桶顶盖与圆柱形钢桶上端面圆周铰接在一起;
步骤8:对钢桶底盖卷边与圆柱形钢桶下端面的圆周卷边一起再进行卷边处理,使钢桶底盖与圆柱形钢桶下端面圆周铰接在一起;
步骤9:对钢桶上下端面圆周铰接处进行少量免烘烤的补涂。
【说明书】
一种套塑膜钢桶及生产方法
1、技术领域
本发明涉及一种套塑膜钢桶及生产方法,属于包装钢桶行业技术领域的创新。
2、背景技术
随着国内外经济的快速发展,包装钢桶的消费量不断增加。不同生产规模、不同品种的钢桶生产企业应运而生,并得到飞速发展。我国现有的钢桶生产企业有三百多家,年生产能力已经超过了1.3亿只。对应市场的需求变化,钢桶生产企业不断地开发生产新的钢桶品种,如集装箱专用钢桶,圆锥钢桶和缩颈钢桶等。钢桶的生产工艺也在不断的创新升级,比如钢桶的外观质量,目前钢桶外观的生产工艺是喷漆和加热固化,现有技术中已有喷漆烘干一体化自动化设备,可以同时喷多种颜色的漆。然后采用丝网印刷技术,热转印技术等印制图案。
目前通过现有工艺生产一个钢桶,需要30分钟,56道工艺工序,其中清洗、烘干2次,仅仅喷漆一项工艺过程就耗时近20分钟。工序的繁琐,导致产量低下。生产时需要占用较大的生产场地,一条生产线至少需要约1万平米的生产空间。
为了防止因大气、雨水及某些化学品的腐蚀而降低钢桶强度、密封性、使用寿命下降的情况。需要对包装钢桶的内外表面进行涂装。
其中外涂工艺有:
(1)空气喷涂法:用专用的喷枪为工具,以压缩空气为动力雾化油漆,均匀的喷于物体表面。
(2)高压无气喷涂法:将油漆通过加压泵加到一定压力,通过特制的喷嘴喷出,当高压的油漆气流离开喷嘴后,立刻剧烈膨胀形成极细小的漆雾喷到物体表面。
(3)静电喷涂法:利用高压电场的作用使漆雾带电,并在电场力的作用下吸附在带异性电荷工件的表面。
内涂工艺:是为在内表面生成耐酸碱的保护膜。
其工艺过程为:“表面处理→喷涂→流平→固化”,其中表面处理目的是除去油污铁锈等物质,提高涂料附着力。
但无论是哪种喷漆方式,都会有大量的有害物质挥发到大气中,造成环境污染,喷漆工艺过程中需要消耗油漆和稀释剂约140-170g/只,排放约119g/只。
按2018年全国钢桶产量约1.3亿只计算,按现有的高效率的一条产线720只/h计算,每条产线废气排放量达到6万立方/h,年废气总排放量高达约为108亿立方米挥发性有机化合物(VOCs)。喷漆前期需要磷化清洗,耗水约5-7T/h,排放磷COD,锌,SS等污染物。为了环保排放标准,企业需要增设相关的废气、废水处理设施,费用高达500万元。
大气污染、水污染,工序繁琐产量低,占地面积大,投资成本高,这些是目前影响钢桶行业发展的急需解决的关键问题。
3、发明内容
本发明的目的是为解决目前包装钢桶生产制造过程中由于需要涂装钢桶的内外表面而造成环境污染的技术问题。
为达到解决上述问题的目的,本发明所采取的技术方案是提供一种套塑膜钢桶,包括钢桶本体、钢桶顶盖、钢桶底盖、桶体内膜、桶体外膜、顶盖内膜、顶盖外膜、底盖内膜和底盖外膜;所述钢桶本体外表面设有连续完整的桶体外膜,钢桶本体内表面设有连续完整的桶体内膜;所述钢桶顶盖外表面设有顶盖外膜,钢桶顶盖内表面设有顶盖内膜;所述钢桶底盖外表面设有底盖外膜,钢桶底盖内表面设有底盖内膜;所述桶体外膜、顶盖外膜和底盖外膜覆盖了所述钢桶的外表面;所述桶体内膜、顶盖内膜和底盖内膜覆盖了所述钢桶的内表面;所述桶体外膜为连续环带形的无接缝的膜。
优选地,所述的桶体外膜为热缩膜。
优选地,所述的桶体内膜为连续贴膜。
优选地,所述的钢桶本体上下端面的圆周边设有卷边;钢桶顶盖圆盘形钢材的圆周边设有卷边;钢桶本体上端面的圆周边与钢桶顶盖边缘铰接连接。
优选地,所述的钢桶底盖圆盘形钢材的圆周边设有卷边;钢桶本体下端面的圆周边与钢桶底盖边缘铰接连接。
优选地,所述的钢桶顶盖设有压装法兰的开孔;开孔数量至少为一个。
一种套塑膜钢桶制造方法,其特征在于,包括如下步骤:
步骤1:制造钢桶本体,钢材卷材开卷矫平后,板材进行清洗除油除锈,板材剪切、卷桶并焊接成型为一上下开口的圆柱形桶体。
步骤2:制造钢桶顶盖和钢桶底盖,将钢材卷材开卷矫平后,板材进行清洗除油除锈,对内外钢材的表面进行覆膜处理。冲剪覆膜钢材得到圆盘形的上下覆膜的钢板,将覆膜后的圆盘形钢材的圆周边缘做板边处理,使圆盘形钢材的圆周边缘产生卷边,得到钢桶顶盖和钢桶底盖。在钢桶顶盖中冲孔,对冲孔做成型处理,并将法兰压装在开孔处的法兰孔上,形成钢桶的出口。
步骤3:将圆柱形钢桶外周套上连续的环形热缩膜;将圆柱形钢桶内壁覆上连续的环形膜。
步骤4:对内外表面覆上膜的圆柱形钢桶进行热烘处理,热缩膜紧贴在圆柱形钢桶的内外表面。
步骤5:覆膜后的圆柱形钢桶上下端面的圆周边缘做板边处理,使圆柱形钢桶上下端面的圆周边缘产生卷边。
步骤6:覆膜后的圆柱形钢桶桶身经过涨筋处理,使圆柱形钢桶桶身中部形成凸出于圆柱形钢桶桶身的圆箍。以加强钢桶桶身强度。
步骤7:覆膜后的钢桶顶盖和钢桶底盖圆周边缘的卷边与圆柱形钢桶桶身上下端面的圆周边缘的卷边相互咬合,再对钢桶顶盖卷边与圆柱形钢桶上端面的圆周卷边一起进行卷边处理,使钢桶顶盖与圆柱形钢桶上端面圆周铰接在一起。
步骤8:对钢桶底盖卷边与圆柱形钢桶下端面的圆周卷边一起再进行卷边处理,使钢桶底盖与圆柱形钢桶下端面圆周铰接在一起。
步骤9:对钢桶上下端面圆周铰接处进行少量免烘烤的补涂。
本发明使钢桶生产行业从工艺到生产流程得到创新,大幅度的起到了提质、增效、减少环境污染,降低运行成本和设备投资的全过程的创新,是钢桶行业变革的里程碑,特别是对环境的改善意义重大。
相比现有技术,本发明具有如下有益效果:
(1)减少环境污染,每年钢桶行业产生的大气污染物约23,800吨,企业每年处理这些大气污染物需要消耗约人民币9.09元/只钢桶。每年钢桶行业在处理污染物方面的花费约181,800万元人民币。
(2)相比较现有技术中的喷漆工艺所需要的工段面积,本发明套塑工艺能够减少设备占地面积。
(3)相比现有技术中喷漆工段,如果使用全自动机械手操作,多种颜色的桶身即需要多只机械手,每只机械手造价不菲,而套塑工段可以直接实现全自动,并且不需要机械手,减少设备的维护,保养的人工及费用。
(4)改变了传统工艺中喷漆后面需要足够的时间流平固化油漆,导致生产效率低。传统的钢桶制造车间设备布局一般都比较紧凑,不利于安全生产。
(5)改变了传统工艺中对于油漆的烘干,需要一定长度的烘道,烘干时间较长,不利于加快钢桶的生产速度的状况。
(6)改变了传统工艺中烘干油漆需要较高温度。套塑热缩需要的温度低,所以套塑钢桶更加节约生产成本。
4、附图说明
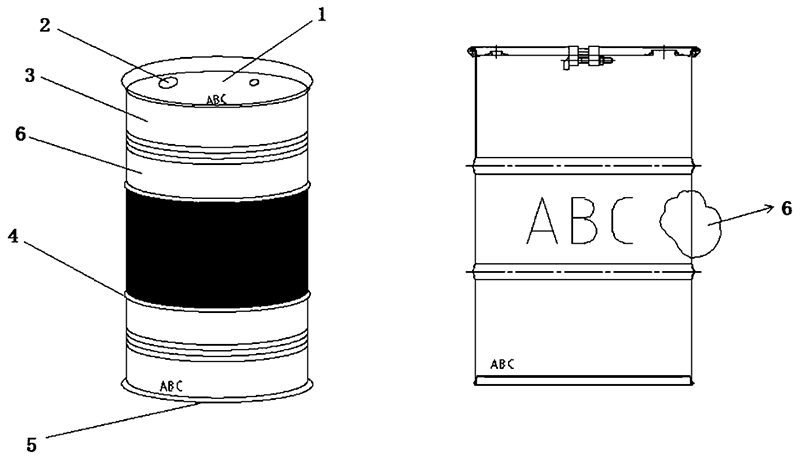
图1为本发明一种套塑膜钢桶组成结构示意图。
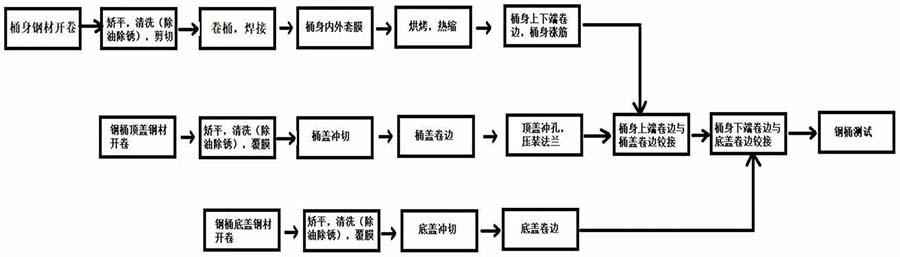
图2为本发明一种套塑膜钢桶制造方法的工艺框图。
附图标记:1.钢桶顶盖;2.法兰孔;3.钢桶本体;4.圆箍;5.钢桶底盖;6.桶体外膜
5、具体实施方式
为使本发明更明显易懂,兹以优选实施例,并配合附图作详细说明如下:如图1,2所示,本发明提供一种套塑膜钢桶,包括钢桶本体3、钢桶顶盖1、钢桶底盖5、桶体内膜、桶体外膜6、顶盖内膜、顶盖外膜、底盖内膜和底盖外膜;钢桶本体外表面覆有桶体外膜,钢桶本体内表面覆有桶体内膜;钢桶顶盖外表面覆盖有顶盖外膜,钢桶顶盖内表面覆盖有顶盖内膜;钢桶底盖外表面覆盖有底盖外膜,钢桶底盖内表面覆盖有底盖内膜。桶体外膜、顶盖外膜和底盖外膜覆盖了钢桶的绝大部分外表面;桶体内膜、顶盖内膜和底盖内膜覆盖了钢桶的绝大部分内表面。桶体外膜为连续环带形膜,为一种热缩膜。桶体内膜为连续环带形膜,为一种热缩膜。钢桶本体上下端面的圆周边缘通过翻边机处理,使桶身两端边缘翻出卷边;钢桶顶盖和底盖圆盘形钢材的圆周边缘,通过翻边机处理,使顶盖和底盖圆盘形边缘翻出卷边;钢桶本体上端面的圆周边缘与钢桶顶盖边缘的卷边铰接连接,钢桶本体下端面的圆周边缘与钢桶底盖边缘的卷边铰接连接。钢桶顶盖开设有压装法兰的开孔;开孔数量至少为一个,形成钢桶的出口。
一种套塑膜钢桶制造方法,其特征在于,包括如下步骤:
步骤1:制造钢桶本体,钢材卷材开卷矫平后,板材进行无药液的清洗除油除锈,板材剪切、卷桶并焊接成型为一上下开口的圆柱形桶体3。
步骤2:制造钢桶顶盖1和钢桶底盖5,将钢材卷材开卷矫平后,板材进行无药液的清洗除油除锈,对内外钢材的表面进行覆膜处理。冲剪覆膜钢材得到圆盘形的上下覆膜的钢板,将覆膜后的圆盘形钢材的圆周边缘做板边处理,使圆盘形钢材的圆周边缘产生卷边,得到钢桶顶盖和钢桶底盖。在钢桶顶盖中冲孔,对冲孔做成型处理,并将法兰压装在开孔处的法兰孔2上,形成钢桶的出口。
步骤3:将圆柱形钢桶外周套上连续的环形热缩膜,桶体外膜6;将圆柱形钢桶内壁覆上连续的环形热缩膜。
步骤4:对内外表面覆上膜的圆柱形钢桶进行热烘处理,热缩膜紧贴在圆柱形钢桶的内外表面。
步骤5:覆膜后的圆柱形钢桶上下端面的圆周边缘做板边处理,使圆柱形钢桶上下端面的圆周边缘产生卷边。
步骤6:覆膜后的圆柱形钢桶桶身经过涨筋处理,使圆柱形钢桶桶身中部形成凸出于圆柱形钢桶桶身的圆箍4。以加强钢桶桶身强度。
步骤7:覆膜后的钢桶顶盖1和钢桶底盖5圆周边缘的卷边与圆柱形钢桶桶身上下端面的圆周边缘的卷边相互咬合,再对钢桶顶盖卷边与圆柱形钢桶上端面的圆周卷边一起进行卷边处理,使钢桶顶盖与圆柱形钢桶上端面圆周铰接在一起。
步骤8:对钢桶底盖卷边与圆柱形钢桶下端面的圆周卷边一起再进行卷边处理,使钢桶底盖与圆柱形钢桶下端面圆周铰接在一起。
步骤9:对钢桶上下端面圆周铰接处进行少量免烘烤的补涂。
本发明一种套塑钢桶在钢桶的生产工艺过程中,大量避免产生挥发的有害物质进入环境中,减少钢桶行业因生产工艺的原因造成环境污染的现状。套塑钢桶使用的套塑材料为具有一定厚度,热缩效率、硬度、腐蚀性的特制PE桶型热缩膜。还可将客户定制的钢桶外表面图案印在PE膜上。将桶型膜套在桶身外,经过热烘,热缩膜紧贴在桶身外壁,热缩膜与桶身之间没有空隙,达到桶身防腐蚀的效果。
本发明将生产包装钢桶的生产工艺进行了变更:在钢桶桶身初步成形之前,给桶身板材进行清洗除油除锈,在钢桶桶身初步成形之后,给桶身进行套塑→热缩。之后再进行板边,涨筋,锟波纹等其他生产工艺。1.取消了原有生产工艺中为保证喷漆后效果而进行的磷化工序,磷化工序产生废水,减少此工段有利于减少对环境的污染。2.取消了原有生产工艺中桶身内外涂喷漆→流平→烘干工段,可直接进行贴标,装盖等后续工序。桶身成型后覆膜,覆膜完成后,后续阶段不会破坏膜表面;覆膜材料满足耐磨耐腐蚀抗氧化性高的特性;套塑材料为连续环带形热缩膜,连续环带形热缩膜轴向没有搭接头;热缩工序使用蒸汽或者空气或者电能加热的形式;使用连续环带形热缩膜制成的钢桶套膜,可使用各种厚度的连续环带形热缩膜。
以上所述,仅为本发明的较佳实施例,并非对本发明任何形式上和实质上的限制,应当指出,对于本技术领域的普通技术人员,在不脱离本发明的前提下,还将可以做出若干改进和补充,这些改进和补充也应视为本发明的保护范围。凡熟悉本专业的技术人员,在不脱离本发明的精神和范围的情况下,当可利用以上所揭示的技术内容而做出的些许更动、修饰与演变的等同变化,均为本发明的等效实施例;同时,凡依据本发明的实质技术对上述实施例所作的任何等同变化的更动、修饰与演变,均仍属于本发明的技术方案的范围内。
|

