|
钢桶底盖拉深破裂问题分析及预防措施
文/杨文亮
最近,江苏某制桶厂刘先生说,他们厂产出的一批镀锌钢桶因桶底盖破裂问题,造成用户货物损失,赔款12万元。发来产品图片,请求分析原因。
图片如下:


从图片上看,桶底盖的裂纹均在桶底部横向边缘,根据经验判断,应该是冲压拉深问题。其实这个问题在制桶企业也是常见的问题,只是大都不太引起重视,批量产生这种问题确实不应该。这种质量问题,应该在冲压工序上进行检验时就很容易发现,应该通过修复模具等方法及时解决,不应该出现在用户的现场。
现在,我们就桶底盖拉深破裂的质量问题,进行工艺技术层面的分析,并提出解决办法。至于生产和质量管理层面的问题,我们暂时不考虑。
一、桶底盖拉深破裂的原因分析
在桶底盖拉深时,底部发生裂纹的主要原因是:由于桶底盖壁部变薄到了极限程度后而产生的。因此,在防止裂纹出现时,应首先预防材料变薄现象发生。
影响变薄与拉裂的因素很多,其中主要表现下述几方向:
1、凹模圆角半径的影响
在拉深过程中,凹模圆角半径R凹(图1) 对变薄与拉深影响很大。当圆角半径R凹过小时,对拉深极为不利。这是因为R凹过小时,在此处会发生严重弯曲与变薄,从而使材料产生裂纹。其凹模圆角半径与变薄关系曲线参见图2所示。
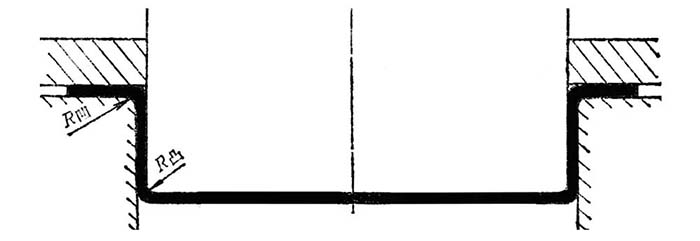
图1 凹模圆角半径对拉深的影响
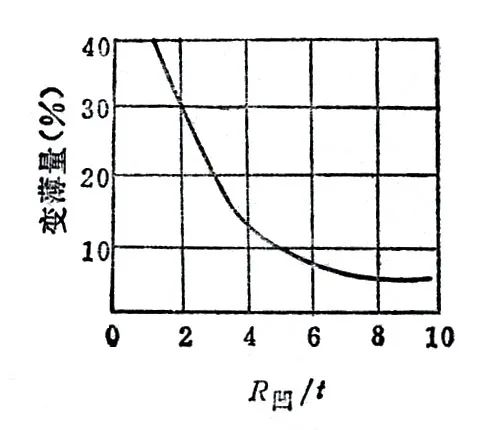
图2 凹模圆角半径与变薄关系曲线
2、摩擦系数μ的影响
钢板材料与凸、凹模及压边圈之间的摩擦对工件拉裂有很大影响。当摩擦系数较大时,则造成工件变薄及拉裂现象就严重。当摩擦:系数较小时,变薄及拉裂现象就小。实践中可知:在圆角处加润滑剂与不加润滑剂(干摩擦)对变薄影响有显著区别。加润滑剂时,在圆角处变薄8.5%左右,而不加润滑剂时的干摩擦,在圆角处变薄要达到18%左右。
3、拉深系数的影响
拉深时,拉深系数不能取得过小。过小的拉深系数尽管变形程度较大,但使壁厚变薄极为严重。例如,对于1毫米厚的钢板,在同样凸模圆角半径和加润滑剂的悄况下,当采用拉深系数m为0.656时,圆角处变薄量为5.7%;当拉深系数m减少到0.475 时,则圆角变薄量要增加到13.5%左右。
4、材料机械性能的影响
拉深时,采用不同的材料对破裂的影响也不同,如对板厚为1毫米的不同钢板材料,采用同样的拉探系数和圆角半径时,则在圆角处较硬的钢板要比较软的钢板薄量大得多。
5、凸模圆角R凸的影响
凸模圆角半径R凸对拉深变薄影响很大。经验得知:R凸越小,在圆角处变薄越厉害,过大的R凸使凸模趋于球形,因而变薄程度加大。
6、压边力影响
压边力不能过大。若压边力过大,材料就不易被拉进凹模,而使工件容易拉裂。
二、桶底盖防止拉深破裂的主要措施有哪些?
影响桶底盖拉深变薄与破裂的主要原因是凸、凹模圆角半径(R凸及R凹)及摩擦系数大小等因素造成的。因此在拉深中,正确确定R凸与R凹和选择合适的润滑剂是防止废品产生的重要措施。
一般情况下,R凸及R凹均不应超过(4~6)t,t为材料厚度,此外压边力大小要合适、均匀为了防止材料变薄和破裂,应采取如下措施:
1、合理地确定拉深系数m,不能单纯地为了提高生产效率而孤立地追求缩小m值,必须要综合考虑。
2、适当地降低压边力。降低压边力可使容易变薄部位在拉深时顺利地得到补充,从而减少了拉裂的可能性。
3、避免拉深过程中材料的内应力状态。在冲压前,钢材应在校平机上进行反复揉弯,从而消除材料上原有的残余应力及硬化现象。
4、冲模的凸模接触的桶底盖面上不应涂润滑剂。因该部位在拉深时应保持较大的摩擦,以防止工件的滑动、延展与变薄。
|

