|
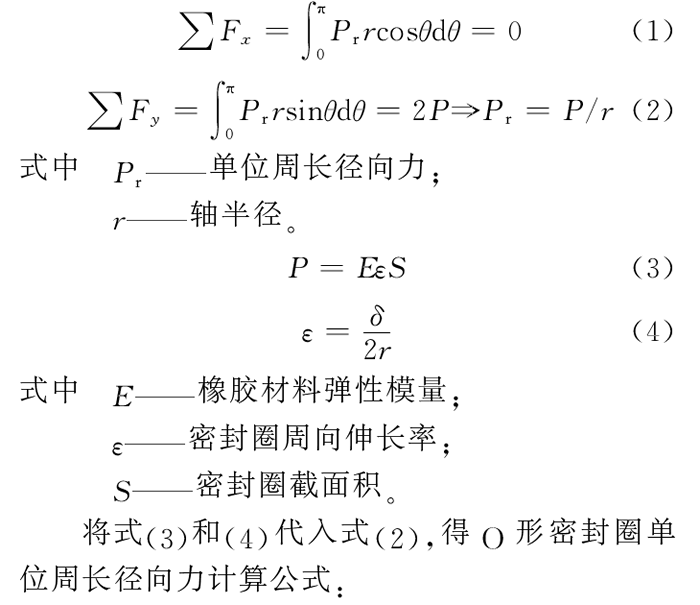
【有问必答】钢桶封闭器密封失效的原因及受力分析
文/辛巧娟
问:辛老师你好?我们在使用中,经常发现钢桶封闭器的密封渗漏问题,请问是属于密封圈质量问题吗?密封圈有封闭器中的受力会不会导致密封失效?
答:钢桶封闭器的密封失效是了个综合性问题,与封闭器和密封圈的本身质量有一定关系,但我们在实际应用中,发现多数的情况下,导致密封失效的原因,是在钢桶封闭器法兰锁装时,由于锁装模具的缺陷所致,还有就是桶塞安装时未采用扭力扳手,从而致使扭力过大损伤了密封圈所致。所以,遇到钢桶封闭器的密封失效问题,最先应该检查的是封闭器法兰锁装模具是否有问题,其次就是检查桶塞安装是否损坏了密封圈。
关于密封圈的受力情况,我借用有关专家的密封圈受力分析方法(李树虎《橡胶密封圈受力分析方法》),为您解答如下。
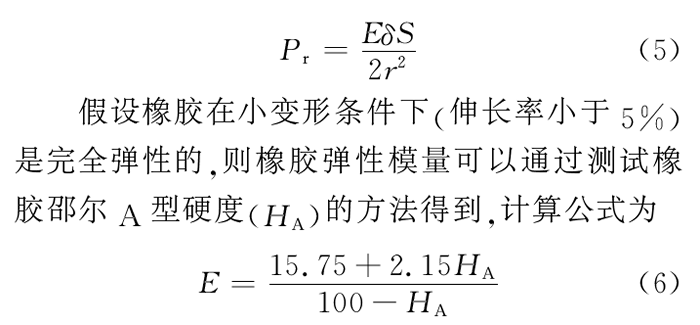
工程计算法是处理工程实际问题最为简单有效的方法之一,应用也最为广泛。橡胶密封圈工程算法需要3个假设:
①假设在小变形条件下橡胶材料是完全弹性的;
②在小变形条件下忽略密封圈的截面面积变化;③假设轴的刚性足够大,在工作过程中不发生形状改变。
密封圈内径一般小于桶塞或法兰的直径(存在过盈量δ),O形密封圈装配到桶塞或法兰上后由于伸长(用于旋转密封的O形圈除外,伸长率一般小于5%)而产生周向张力P,进而在轴上形成径向力,O形密封圈装配受力状态如图1所示。
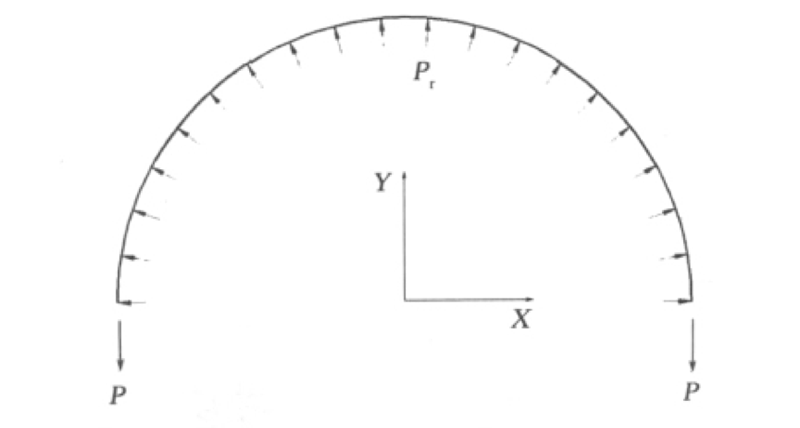
图1 O形密封圈装配受力状态示意
HA即为密封圈的邵氏A型硬度
δ为橡胶圈的伸长率,主要由密封圈材料决定,可近似取橡胶圈的断裂伸长率
S即为密封圈变形前后的截面积变化,如下图红色部分

图2 桶塞密封圈工作实际圈
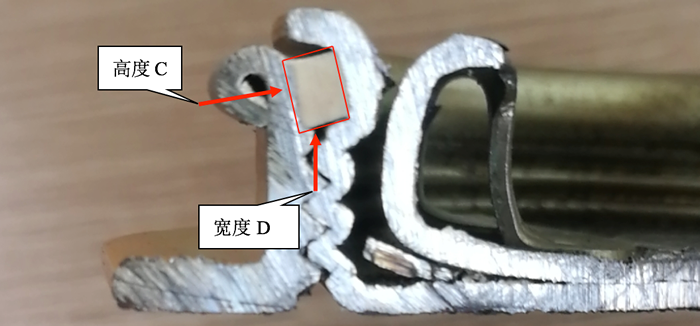
图3 桶塞密封圈受力分析图
其中S=S原-S现
S原=原密封圈高度A*原密封圈厚度B
S现=上图中红色部分
通过剖面的对比,该部分面积近似矩形,则S=高度C*宽度D。
高度C主要由翻边模具工艺高度H和翻边模具工艺夹角α控制。
高度C=(翻边工艺高度H-螺纹高度h)*sec α
宽度D主要由翻遍模具内模尺寸φA,桶塞套圈位置外径ΦB,和拧紧时使用的扭力M有关。
近似计算公式:
宽度D=(翻遍模具内模尺寸φA-桶塞套圈位置外径ΦB)*M*橡胶扭力压缩系数Y
带入公式可知
橡胶圈密封能力近似计算公式P=EKS(变)=EK(A*B-C*D)
=EK[A*B-(H-h) *sec α*(φA-ΦB)*M* Y]
公式中E、 K、 Y基本为常数数值,变化不大,决定密封能力的参数及变化情况如下:
1、密封圈高度A:不挤出的情况下数值越大越好
2、密封圈厚度B:不挤出的情况下数值越大越好
3、翻边工艺高度H:不影响其他工艺情况下越小越好
4、翻边模具工艺夹角α:不影响其他工艺情况下越大越好
5、翻遍模具内模尺寸φA:不影响其他工艺情况下越小越好
6、桶塞套圈位置外径ΦB:不影响其他工艺情况下越大越好
7、拧紧时使用的扭力M:不影响其他工艺情况下越大越好
以上的受力分析,其实就说明一个问题:正常情况下,橡胶封闭圈的弹性不会失效,由于弹性不会失效,所以它的密封性能也是能够保证的。
造成橡胶密封圈的失效,无外乎两种原因,一是法兰锁装时,由于模具的缺陷,导致密封圈损坏;一是桶塞安装时,过大的扭力导致密封圈损坏。
|

