|
208升无筋直开口钢桶直径尺寸问题及改善方案
文/孙伟(抚顺福鼎包装制品有限公司)
这是抚顺福鼎包装制品有限公司孙伟先生为解决用户提出的质量问题所做的“8D报告”。在以前,我们称之为“QC小组成果报告”。
制桶企业在分析解决质量问题时,可以以此8D报告为模版进行问题分析和解决,此为抛砖引玉。
◆ ◆ ◆ ◆
D1:组建问题分析小组
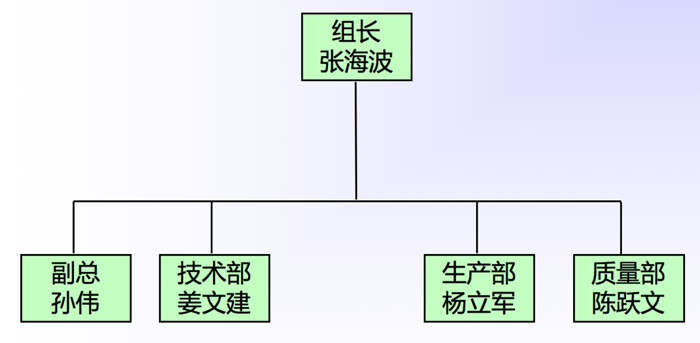
QC小组的成员,主要是与质量问题相关的人员,一般情况下包括:人、机、料、法、环五外环节。即操作工、设备管理、原材料、技术工艺、生产环境等。
◆ ◆ ◆ ◆
D2:问题描述
一、过往存的问题及解决方式:
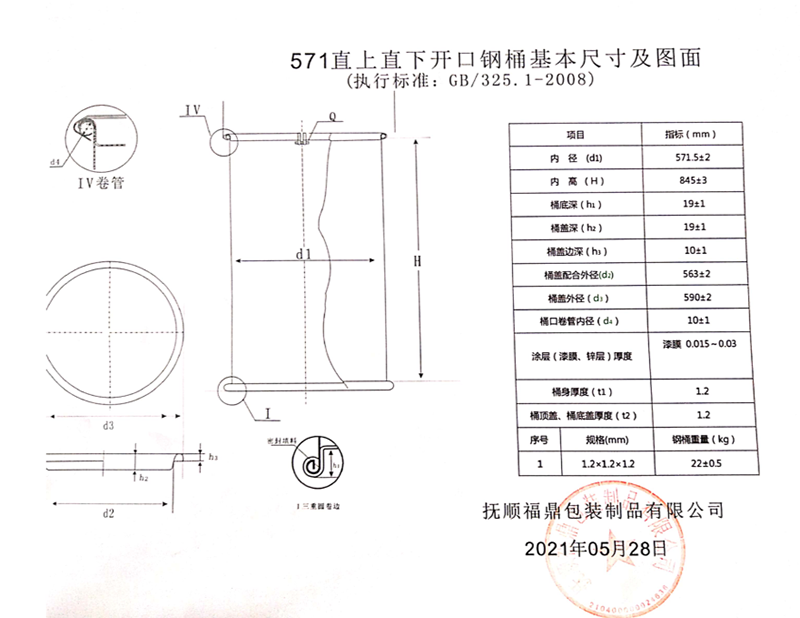
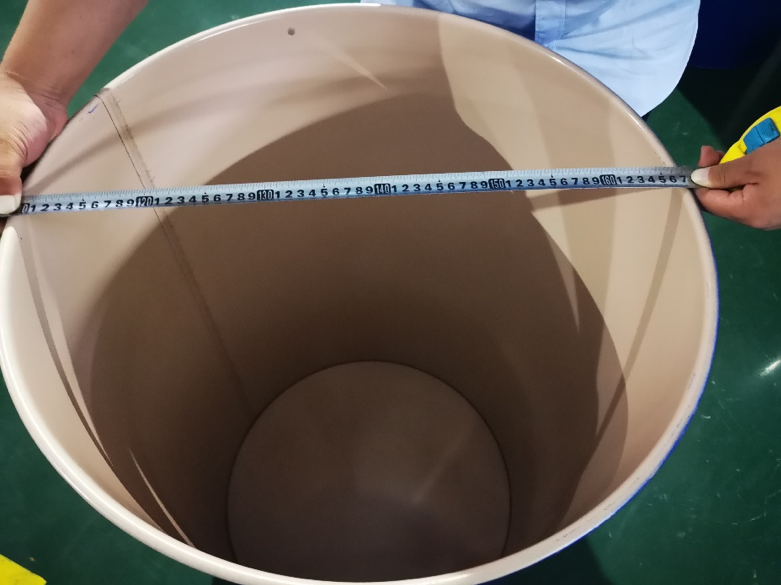
我公司一直以来为贵公司提供一款名为55加仑压盘开盖大桶(直上直下)。今年5月份贵公司提出是否可以执行GB325.1-2008 桶内径尺寸571.5±2的标准,随即,我们进行了测量,测量结果基本符合标准要求,公差范围都是在允许的下限值(569.5mm-571mm)。并发技术图纸给贵公司。
1、在2021年06月28日晚,贵公司客诉我们的产品内径尺寸无法满足要求,好多钢桶存在椭圆形现象并非正圆。虽然,当时已下班,但我司依旧安排技术人员到达现场,与现场人员一起分析问题,并在现场修整了部分不够圆整的钢桶。以保证当时贵公司的发货用桶需求。双方人员通过沟通也初步分析出结论,认为是运输中钢桶倒趴摆放,导致钢桶受挤压出现不圆整的质量问题。

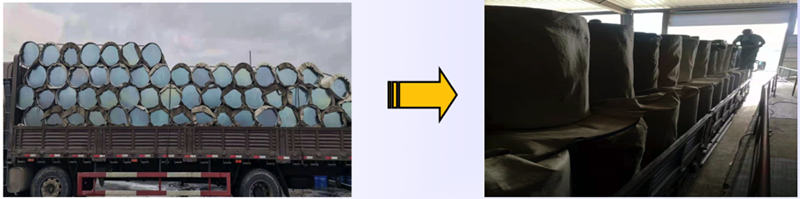
倒趴摆放

直立摆放
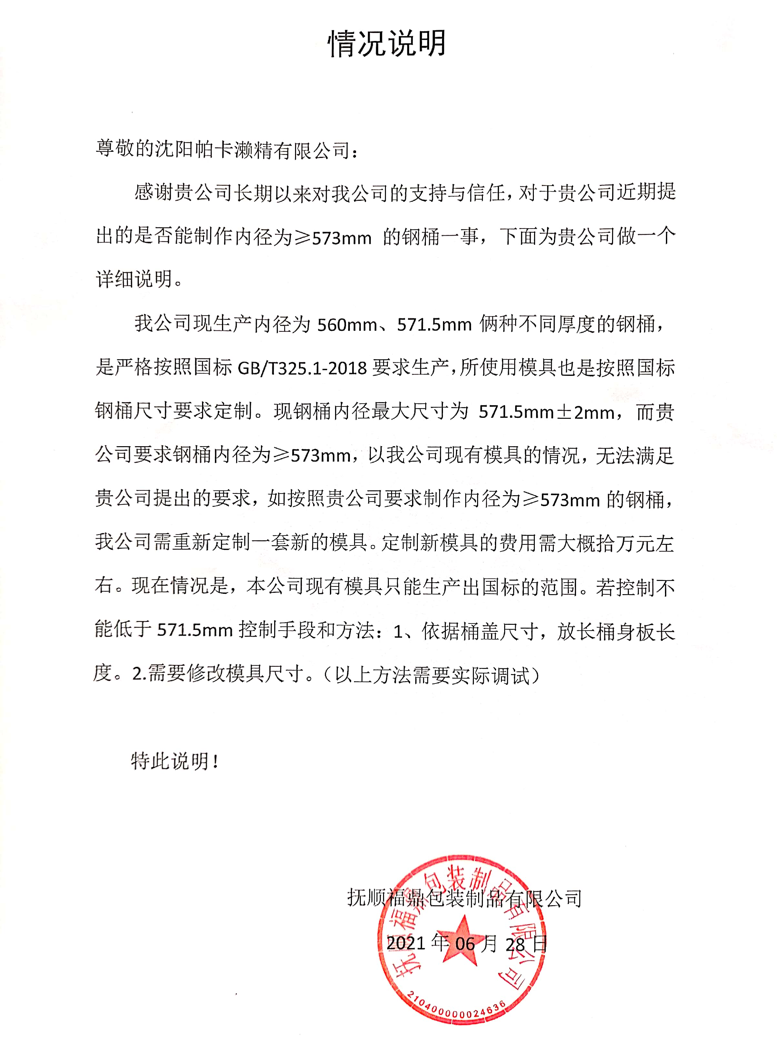
2、7月7日二次发货,采用直立式装车。在此期间贵公司咨询我们是否可以把钢桶内经尺寸按上限公差进行调试生产。通过技术分析,得出结论是现有磨具是无法满足客户的需求,除非是重新定制磨具。并发情况说明给贵公司。但考虑贵公司急于发货原因,我技术人员还是尝试适当放长桶身板长度,来达到上限尺寸(1800mm).本次100只桶在入厂检验时,贵公司采用定尺的磨具进行试验,试验结果:当时认定有45只钢桶不能满足客户需求。认为该批产品桶盖、桶腰、桶底内经不同。(这次调式结果依然不能满足客户需求)
◆ ◆ ◆ ◆
D3:临时对策
1、由原来倒趴式摆放改变为直立式摆放,避免钢桶受挤压变形。
2、在钢桶扳边撞管的磨具尺寸不变的情况下,把桶身板尺寸由原来长度1796mm该为1801mm。
◆ ◆ ◆ ◆
D4:原因分析
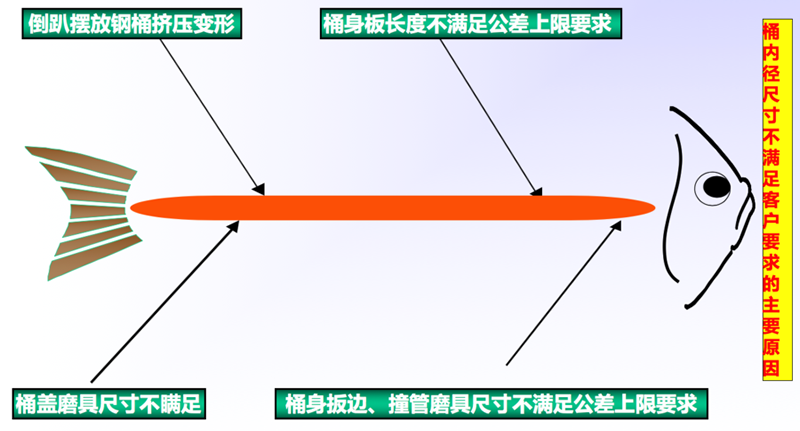
钢桶的桶口、桶腰及桶底部的内径测量时均有所不同?
1、钢桶在撞管(桶口卷管形成的过程中)是依靠磨具的挤压,输引至磨具的管槽中,该磨具输引部位的外径是由小变大的。(不加装涨筋及波纹筋的情况下,都会出现该问题)
2、桶口卷管形成的过程中,板材是要被磨具拉伸变形的。

◆ ◆ ◆ ◆
D5:改善对策

1、重新定制扳边撞管的磨具,桶底盖成形磨具。(技术:姜文建)
2、桶身板下料尺寸调至1803mm(车间:杨立军)
3、运输过程中,由原来的倒趴摆放改成直立摆放(调度:纪海洋)

◆ ◆ ◆ ◆
D6:预防措施
1、对品检、检验人员进行培训,增强检出力度。(品检/陈跃文)
2、定期对磨具进行维护保养。
◆ ◆ ◆ ◆
D7:效果确认
改善前

改善后
验证结果:内经尺寸达到GB/T325.1-2008国家标准的公差范围上限要求572mm-573mm。
◆ ◆ ◆ ◆
D8:结束篇
小组祝贺,预祝新样品可以,满足客户需求。
|

