|
钢桶卷封常见问题及解决方案
文/王玉生

王玉生先生在2018年钢桶行业大会上演讲
一、钢桶卷封简介
目前,208升钢桶主要采用三重七层卷边,其中桶盖占三层,桶身占四层,多数钢桶生产厂家采用两道封口轮成型的封口工艺。如图1为封口卷边完美剖面图。
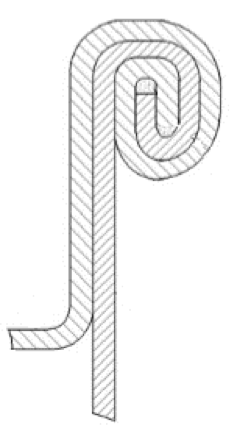
图1 封口卷边完美剖面图
封口动作顺序:
1、桶身、桶盖组合完毕,顶底大盘将其压住,旋转到所需转速。
2、一道轮靠近桶盖,沿径向进给到卷封所需值。
3、一道轮退出,二道轮进给,完成卷边成型。
目前,市面上的封口机分为两种:卧式封口机和立式封口机。卧式封口机顶底盖卷封一次成型;立式封口机需分别对顶底盖进行卷封。两种封口机的最高设计速度均能达到12只/分钟。图2为常见卧式封口机实物图。

图2 卧式封口机实物图
二、钢桶卷封常见问题及解决方案
1、桶盖出边(图3)
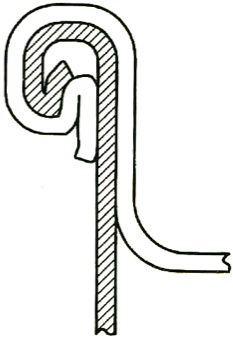
图3 桶盖出边
分析1:底盖预卷处变形
解决1:做好来料检验和防护措施
分析2:底盖预卷不良
解决2:预卷质量控制
2、桶身出边(图4)
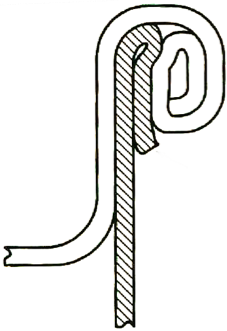
图4 桶身出边
分析1:桶框扳边处变形
解决1:检查设备情况,减少搬运,做好来料检验和防护措施
分析2:顶底托辊过高
解决2:适当降低托辊
分析3:桶框扳边角度大
解决3:调整扳边尺寸
3、桶身未勾住(图5)
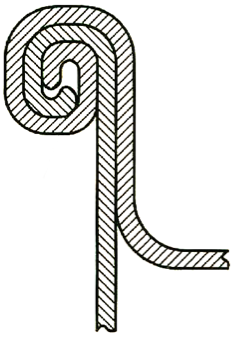
图5 桶身未勾住
分析1:大盘间距设置过长
解决1:重新调整间距
分析2:压力不足
解决2:检测封口压力
分析3:扳边尺寸大小不一
解决3:检查扳边尺寸,做好质量控制
4、底盖未勾住(图6)
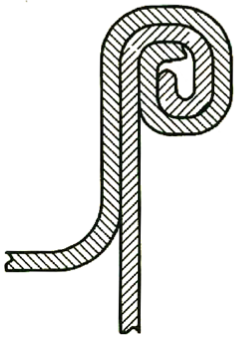
图6 底盖未勾住
分析1:底盖缺陷
解决1:检查底盖预卷边,做好来料控制
分析2:封口轮磨损
解决2:更换封口轮
分析3:压轮调节丝杆松动
解决3:增加锁紧装置
5、卷边铁舌(图7)
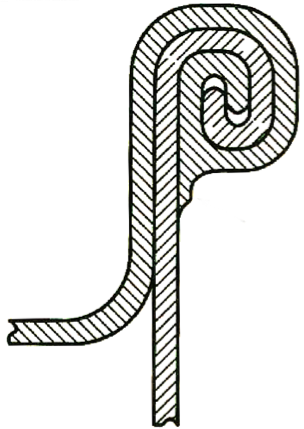
图7 卷边铁舌
分析1:一道轮进给过量
解决1:调整一道轮进给量
分析2:封口轮选择错误
解决2:更换合适的封口轮
分析3:焊缝搭接量过宽
解决3:调整焊缝搭接量
6、卷边背部凸起出边(图8)
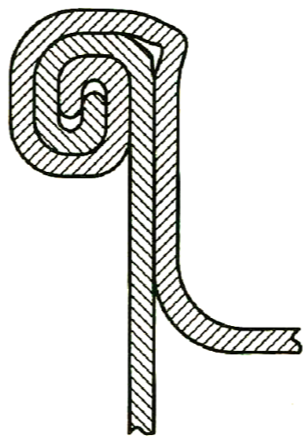
图8 卷边背部凸起出边
分析1:封口大盘歪斜
解决1:调正封口大盘
分析2:封口大盘磨损
解决2:更换大盘
分析3:滚轮轴向间距过大
解决3:调整轴向间距
分析4:底盖深度不匹配
解决4:调整底盖深度
分析5:大盘转速和凸轮
解决5:匹配二者速度
7、值得注意的事情(敲黑板!)
(1)封口过程中的润滑是至关重要的,影响到卷封的毛边、铁丝,影响模具的使用寿命等。
(2)封口轮是有使用限度的,需根据生产量制定更换周期,在生产过程中一旦发现有压痕,需立即停机更换,避免安全隐患。
8、有问必答
Q1:为什么我的圆线很完美,但是圆线深度超出大盘深度呢?
A1:因为一般封口机的封口轮安装导轨的间隙随使用时长的增加,出现间隙增大的现象导致。
Q2:为什么我的圆线很完美,深度也符合要求,但是就是抗跌落试验稳定性不强呢?
A2:因为除了以上的一些常见的问题需要做好控制以外,对于凸轮的进给控制对卷封质量起了决定性作用。
三、封口轮固定方式和凸轮进给的革新
封口轮的进给系统是封口机的核心部位,进给的时间曲线和速度,直接影响到钢桶封口的质量和速度。
1、封口轮进给机构优化设计
张家港力尔威机械设备有限公司经过多年的攻关,成功研制出封口轮进给机构PLC程序化控制和进给参数人机对话触屏控制系统,实现了在生产运行中对封口过程可调节功能,使卷边结构更加合理。
与此同时,在产品切换时,封口轮位置调整更加高效,设备效率大大提高。解决了原凸轮机械结构进给时间曲线无法调节的弊端(如图9所示)。
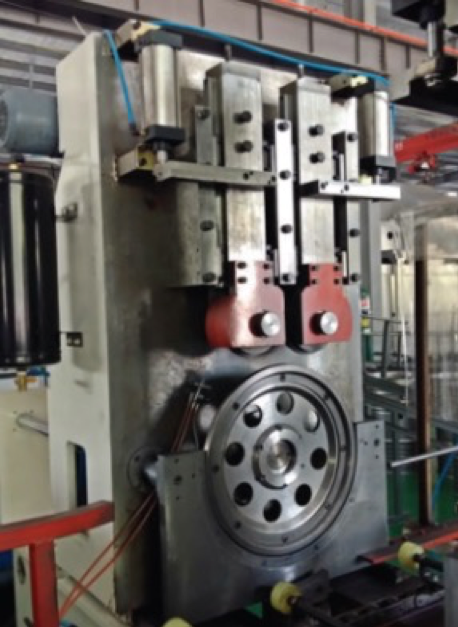
图9 卧式封口机封口轮机构
2、封口机滑块导轨优化设计
国内很多封口机制造厂家大多使用滑槽固定结构,制造价格低廉,新的时候间隙还可以,用久了一旦出现间隙就很难更换。
我公司生产的封口机,滑块固定使用品牌重型线性滑块导轨固定,即使是用久了出现间隙,很方便就能更换(如图10所示)。
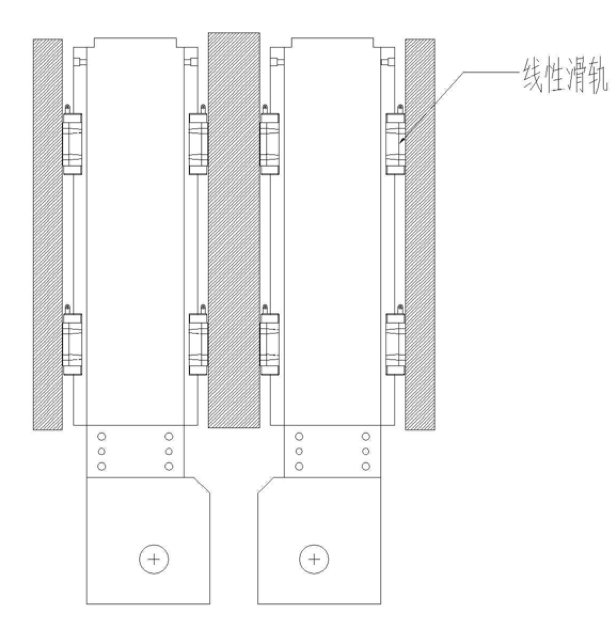
图10 滑块固定结构
3、封口轮快装设计
调节封口轮前后位置时,只需将锁紧螺栓松开转动调节轴,调整完毕后推紧调节轴上紧锁紧螺栓即可,更换一套压轮只需十分钟左右(如图11所示)。
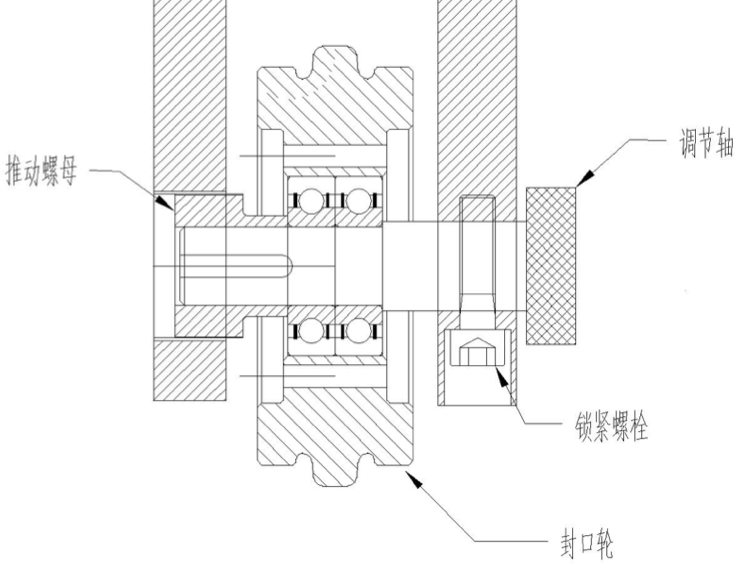
图11 封口轮快装设计
4、封口机离合器优化设计
力尔威动力控制采用中意合资气动离合器(500型)。这类设计动作快且稳定,确保顶底同时运转,不会出现擦痕(如图12所示)。

图12 稳定的动力设计
5、凸轮进给的革新设计
传统凸轮控制靠一个感应器实现凸轮一整圈运动,运转稳定但弊端明显。遇到1.2mm厚度及以上的钢板时,生产效率和质量大打折扣。
众所周知凸轮整圈并不是全部做功用的,分3个阶段:爬坡→保持→归位,其中真正卷边的距离占3/5。
力尔威封口机凸轮进给采用硬齿面减速机,与国内同类采用的摆线针轮相比,具有更好的稳定性和定位精准度(如图13所示)。
使用编码器实时追踪,可定位凸轮任意角度,来改变凸轮转速在不做功的时候可以快速运转,做功段根据板厚调整速度。
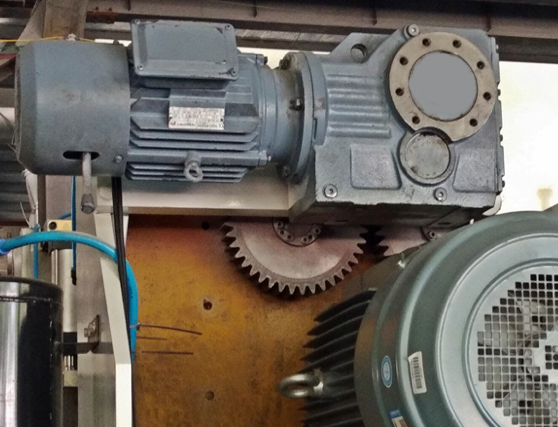
图13 封口机凸轮进给机构
6、凸轮实现分段控制
力尔威封口机实现凸轮分段控制。12到黑针之间对应的凸轮从原点到封口轮碰到桶边的位置;黑针和红针之间对应的是卷边位置;红针到12对应的是卷边完毕后到凸轮归原位的位置(如图14~图16)。
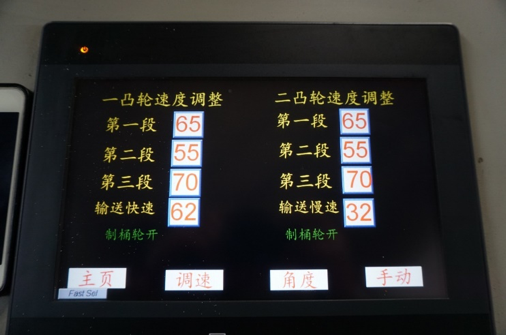
图14 凸轮分段控制(1)
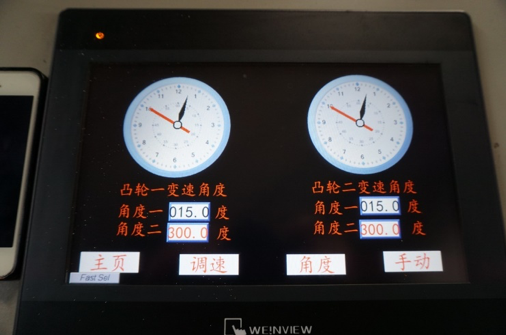
图15 凸轮分段控制(2)
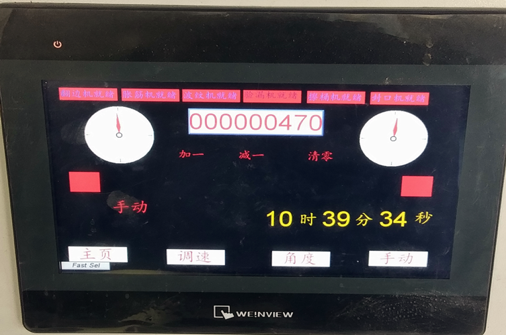
图16 凸轮分段控制(3)
四、封口机革新设计完美实例
图17为采用最新设计制造的全自动卧式封口机。
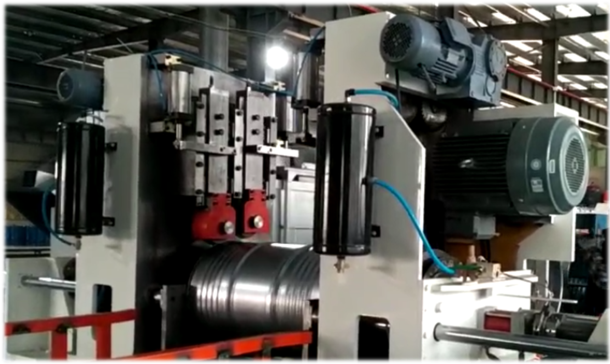
图17 全自设计的卧式封口机
图18为新型卧式封口机卷封的完美三重七层卷边实物图。

图18 钢桶卷边实物图
你是否有些需要无法实现,任何设备厂都没有解决方案?你为此烦恼已久?
把你的需要告诉我们吧,你的任何需要,我们都要做,精准定制,只为你设计,只为你制作!
只要你满意,我们就快乐!
|

