|
桶身卷圆直边问题分析与解决
文/杨文亮
一、桶身卷圆直边段的形成
钢桶生产中的桶身卷圆工序,多数企业都是采用三辊卷板机进行卷圆。但是三辊卷板机有一个结构性的硬伤,就是卷板开始和卷板结束的两个头会出现直线段,俗称直边。如图1为示意图。图2为桶身卷圆后的实物图。
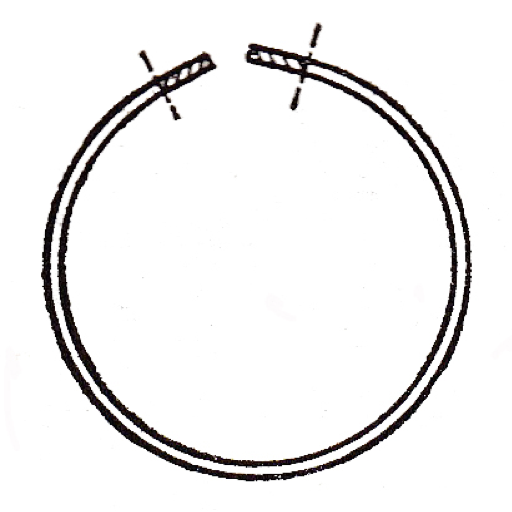
图1 桶身卷圆两端直边

图2 桶身卷圆直边实物图
对于一般的三辊卷板机来说,桶身直径越大,直边宽度就越大。在生产标准200L钢桶时,直边宽度可达50~100mm,随着卷圆机的辊子直径大小不同会有所不同。出现卷圆两端直边的原因,是因为三辊卷边机的送料辊与成形辊之间有一定的距离,如图3所示。这个距离使板料开始进入和将要结束的两端都会有一段脱辊的距离,导致这一段不能受到辊子的弯曲力限制。直边段的距离正好就是送料辊与成形辊之间的距离。
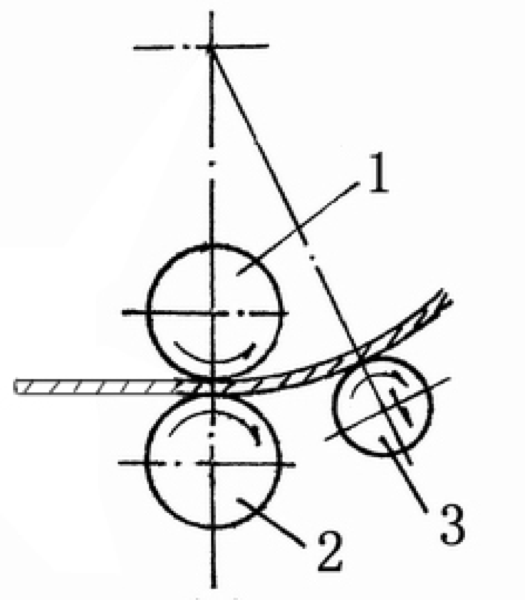
图3 桶身三辊卷板机示意图
1-上送料辊;2-下送料辊;3-成形辊
桶身产生直边后,进行缝焊,焊接后,焊缝及焊缝两面的直边将仍然存在,对于整个桶身的圆柱度来说,这一段是一个直面,使桶身失圆,焊缝两边曲率为无限大,导致桶身向内凹陷的现象,此处桶身直径比其它位置要小一些,一般情况下要比标准桶身直径小5~10mm左右。如图4所示为焊缝直边段。

图4 焊缝直边段
二、桶身卷圆直边段的危害
对于钢桶来说,直边段可能会影响整体外观质量。一般来说,对于标准的钢桶,会在桶身上进行翻边、压波纹、涨环筋,通过这一系列加工,桶身的圆柱度会得到校正,卷圆两端的直边也会得到消除,所以,标准钢桶的外观不会因直边问题受到太大的影响。
但是对于非标准钢桶,尤其是桶身上没有波纹和环筋的钢桶,焊缝处的直边将得不到校正。如图5所示,为国内常见的盛装硅胶系列产品的钢桶,其桶身上是直的,没有波纹和环筋。

图5 桶身无波纹和环筋的钢桶
对于这类钢桶而言,焊缝处的直边,不仅仅影响钢桶整体外观质量,更重要的是直接影响到用户的正常使用。多数盛装硅胶产品的用户,其向桶内注入产品时,产品是液体,但盛装后待产品达到常温时为粘稠体。当用户要将产品取出时,通常采用压力盘伸入桶入向内挤压,将产品挤出桶内。其压盘的大小比桶身标准内径稍小(1~2mm左右)。当焊缝处直边过大时,此处直径将会小于挤出盘的直径,致使挤出盘不能伸进桶身内进行挤压操作。这种情况下,就影响了用户的使用,产生了严重的质量问题。
当挤出盘压入钢桶内时,如果焊缝处具有直边,则此处桶身向桶内凹陷,挤出盘的边缘会与焊缝处产生摩擦。装硅胶产品的钢桶一般都有内涂层,当挤出盘与焊缝产生摩擦时,焊缝处的内涂层就会被刮擦下来,污染货物。不少用户会反复使用钢桶装运货物,当第二次使用时,第一次挤出时刮擦到桶里的内涂粉末还会污染第二次装运的货物。一些用户发现桶内硅胶产品被粉末杂质所污染,这是这个原因。
所以,桶身卷圆直边问题,有时候也是致命的。
三、桶身卷圆直边的解决方法探讨
对于卷圆直边的问题国内外已有不少的解决办法,但是针对钢桶桶身的卷圆直边问题,目前还没有比较有效的实用方案,在此,我们根据钢桶的特殊生产工艺,对实用的生产方案进行一些探讨。
1、在卷板机上减少直边长度
普通的卷板机都是三辊卷板机,其生产的直边段长度等于送料辊与成形辊之间的距离,要加工标准直径的桶身,这个距离是不能缩小的,距离的缩小,就意味着桶身直径尺寸的缩小。英联邦生产的全自动缝焊机的卷板部分,采用四辊卷板,即在送料辊与成形辊之间,加入一个校正辊,当料头脱辊时,这个校正辊就起了作用,能继续起到成形力的延续,有效减少直边段长度。如图6所示,为英联邦全自动焊机的四辊卷板机示意图。
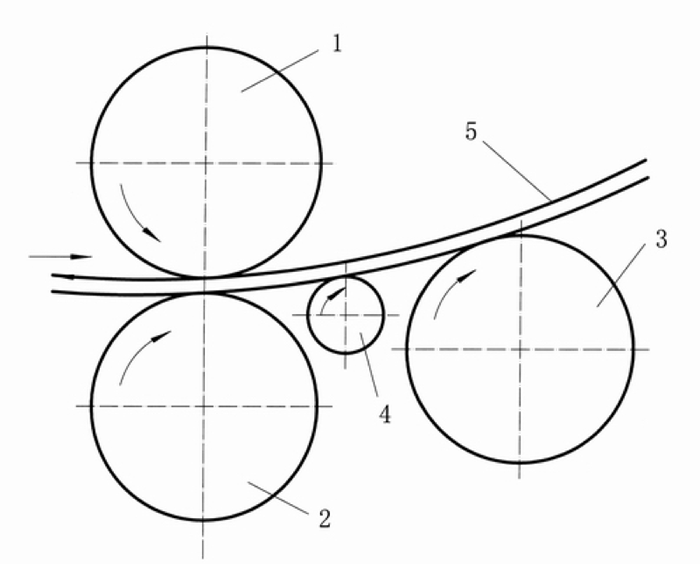
图6 全自动焊机上的四辊卷板机
1-上送料辊;2-下送料辊;3-成形辊;4-校正辊;5-板料
校正辊的采用,大大减少了直边的长度。但是由于送料辊与校正辊之间仍然有一段距离,所以还不能完全消除直边段,但对于标准钢桶来说,这个很小的直边段,基本可以忽略不计,但对于特殊要求的钢桶,可能还达不到要求。
还有一种全自动缝焊机,如苏德罗尼克钢桶全自动缝焊机,采用校正板进行校正,校正板是设置在送料辊与成形辊之间的圆弧形轨道,当卷板时料头进入和脱开成形辊时,由校正板继续完成卷圆工作,这种机构的直边校正,比四辊卷圆机校正效果更好,直边长度更小,基本能满足硅胶桶的圆柱度要求。
2、采用弯头压力机进行预弯
国内外比较有效的卷圆直边解决方案,多数都是采用预弯的方法,即在钢桶进行卷圆之前,对两端部分进行预弯曲。如图7为采用弯头压力机,可以对卷板料进行预弯。也可以采用普通压力机,安装上预弯模具进行。这种方法虽然效果不错,工艺也不复杂,但其生产效率不高,不太适合大批量生产的要求。
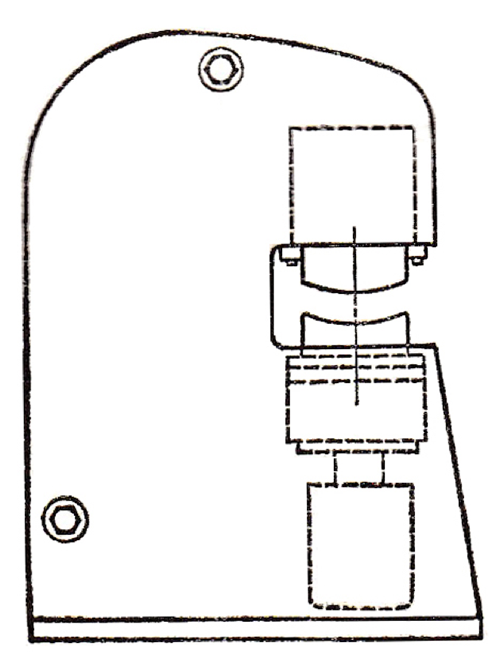
图7 弯头压力机
3、采用涨形机进行补救
桶身焊接之后,采用涨形机对桶身的圆柱度进行校正是制桶企业比较实用的方法。此法可采用普通的桶身环筋涨形机改装而成,将涨模设置成与桶身直径相同的圆柱体即可。一般情况下,由于钢板的回弹作用,涨形程度应稍大于钢桶的标准直径,才能保证桶身的圆柱度得到校正。具体的涨形参数,需要进行认真的设计和实验才能确定。
这种补求方法,如果涨形过了头,很可能使用桶身直径过大超标,造成其它质量问题;如果涨形程度不足,很可能直边得不好很好的消除。另外,涨形模涨开后,桶身涨块与涨块之间有一定的缝隙,这缝隙之间因为没有模块支撑,又会产生直线段,如果涨块数量比较多时,这种直边段影响不大,但如果涨块数量较少时,直边段可能太长,不仅起不到圆柱度补求目标,反而使直边问题更加严重。如图8为桶身校正涨形模块示意图。
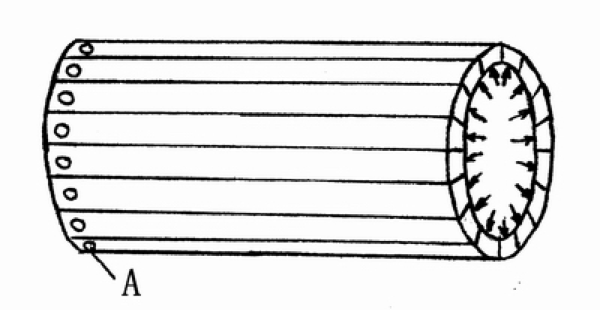
图8 桶身校正涨形模块
4、使用端头滚弯机进行预弯曲
端头滚弯机是在桶身板的长度上隔开布置着的两对辊轮之间,使板料的两端通过并进行弯曲的加工方法。为使两对辊轮适合板材的长度,可用改变机架间距的办法来实现。如图9所示为端头滚弯机示意图。图10为端头滚弯机实物图。
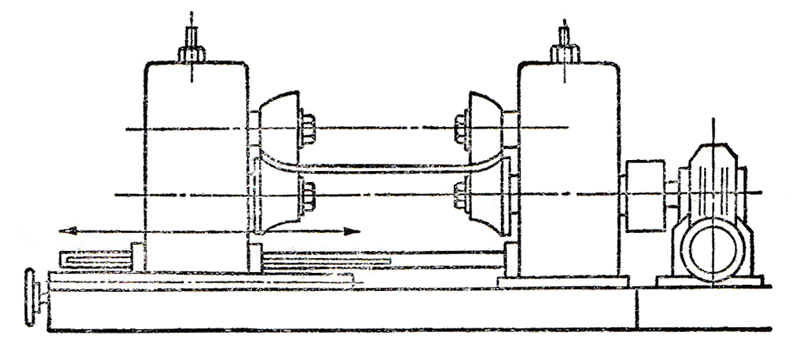
图9 端头滚弯机示意图

图10 端头滚弯机实物图
5、采用二辊卷板机进行卷圆
二辊卷板机是采用一个刚性辊和一个弹性辊进行卷板的设备,如图11所示,为二辊卷板机原理示意图。因为二辊卷板机不能方便地调节桶身直径,因而适应性较低,所以,目前二辊卷板机在制桶行业中没有得到应用。但二辊卷板机的最大优点,就是不产生直边问题。
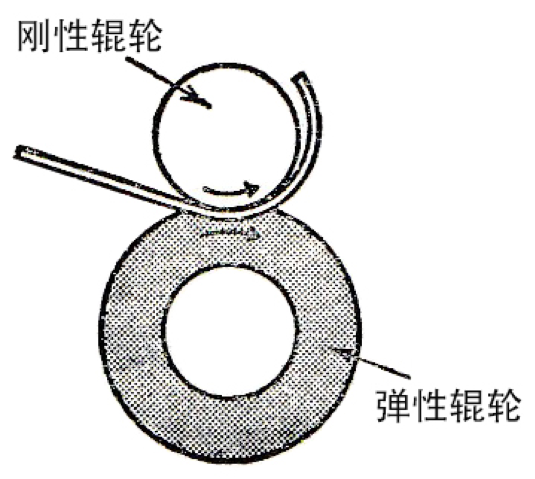
图11 二辊卷板机原理示意图
在二辊卷板机中,板料由于弹性辊轮的压力作用就连续地绕在刚性辊轮上面进而使其成形为圆筒形。利用橡胶作为弹性体的例子在冲压生产中是常用的,然而这一方法的完全实用化,是在使用了富于韧性、耐磨性,具有适当弹性的尿烷(氨基甲酸乙脂)合成橡胶之后的事。适于本加工方法的尿烷合成橡胶辊轮的硬度为肖氏硬度A85°~95°。
如图12所示为辊轮压下量(尿烷合成橡胶辊轮的下凹量)与桶身件直径关系的参数值。压下量达到某一临界值,板料贴合在辊轮上之后,即使是将辊轮的压下量增加到临界值以上,桶身直径的变化也是非常小的。所以,取较临界压下量稍多一些的变形量即为合理压下量。虽说在临界压下量以下,根据对辊轮压下量的调整情况,也不是不可能制造出直径不同的各种桶身件,但是,由于不够稳定,故一般不采用这种方法。
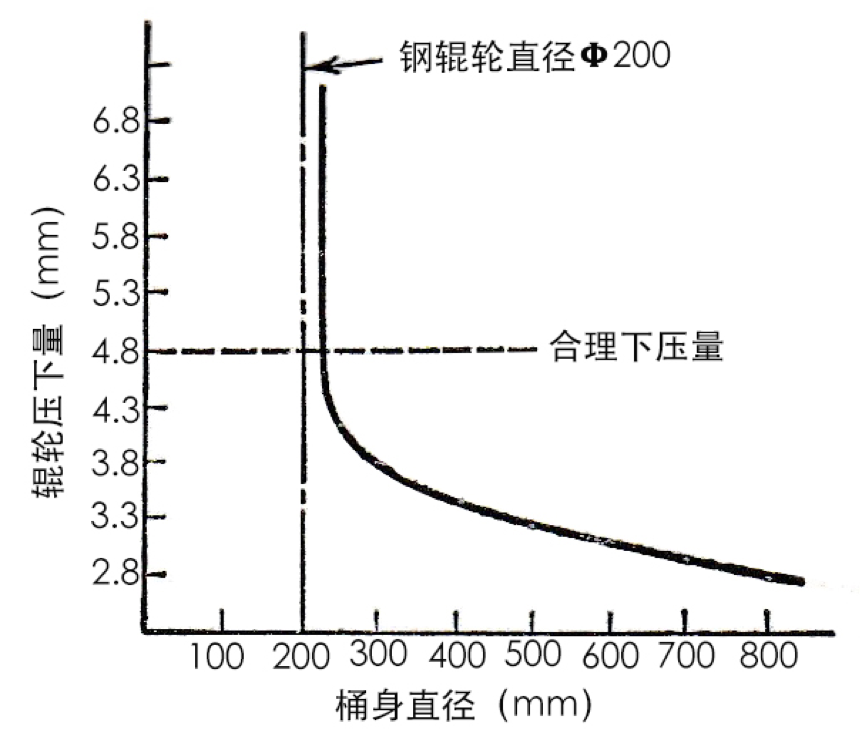
图12 二辊卷板中辊轮压下量和桶身直径的关系
为了改变桶身的直径,就象图13那样,专门在刚性辊轮上套以适当直径的导向轮来进行卷板加工。
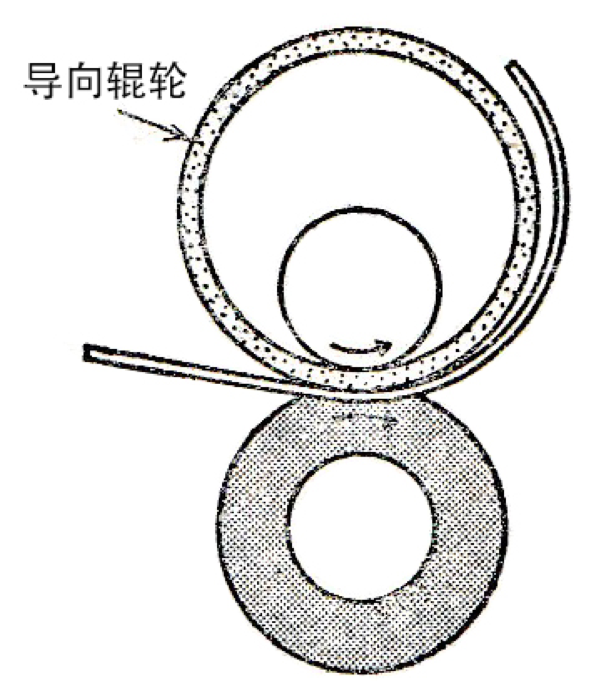
图13 用导向辊轮扩大直径加工范围
与三辊、四辊卷板机相比,二辊卷板机的优点是:
(1)不产生直边段,不必端头预弯,生产效率较高;
(2)在一次行程中有作高精度成形的可能;
(3)板料即使是翘曲不平的板材,也能卷成圆整的桶身;
(4)不产生皱折,不在桶身表面造成划痕;
(5)如果把辊轮的压下量取大,即使两辊轮的间距有所变动而桶身的直径也不发生变化,因此设备精度不是很高也行,使用的是简单的装置等等。
另一方面,二辊卷板机的缺点是:由于相对于不同的桶身直径都需要制作导向辊轮,故不适于多品种小批量生产。
四、实用方法比较
以上介绍了四种解决桶身卷圆直边问题的方案,各有特色,也各有利弊。具体采用什么方案,要根据企业自身的生产情况选择合适的方案。
1、对桶身直边问题要求不高的情况
如果用户对钢桶圆柱度要求不太高,但普通三辊卷板机又不能满足要求的情况下,可采用上述第一种方案,在卷板机上进行改造,加校正辊或校正板进行校正,减小直边长度。方法简单,容易实现,投资也不大。但如果要完全消除直边,这个方案不适合。
对直边要求不高的情况,也可采用上述第三种方案,采用涨形机进行补求校正,因为这种校正有材料回弹因素,虽可以改进圆柱度,但完成校正消除直边不太容易。
2、对小批量生产的情况
如果生产品种是小批量生产,不需要较高的生产效率时,可采用上述第二种方案,即采用弯头压力机进行预弯曲。
3、对大批量生产的情况
如果是大批量单一直径钢桶的生产,建议采用上述第四或第五个方案进行生产。第四种方案需要在生产线上添置一台端头滚弯机设备,而第五个方案,则需要将原三辊卷板机换成二辊卷板机,都需要进行新设备的购置,但两个方案相对比,第五方案不需要增加设备占地面积。如果采用第四方案,则需要新添置一台设备,如果是在已经设计好的生产线上进行,可能会没有地方放置。
如果是新布置生产线,可采用第四方案,将端头滚弯机直接设计在生产线上即可。如果是对旧生产线进行改造,则采用第四方案较为方便。
|

