| |
二重卷边头道卷封滚轮曲线的分析与优化
文/王昕
【摘要】通过有限元仿真模拟了卷封工艺过程,分析了滚轮曲线各段对二重卷边所起的作用,并对4种曲线的卷封性能进行了分析比较,确定了性能最优良的卷封曲线,并对其进行了优化,从而得到理想的卷封曲线。
【关键词】二重卷边;卷封滚轮;沟槽曲线;有限元分析;曲线优化
0 引言
马口铁三片罐(或两片罐)的封口工艺是通过二重卷边作业法完成的。二重卷边法采用2个具有不同沟槽形状的卷封滚轮,在罐身与罐盖结合处通过先后顺序的2次进给运动,将预先翻边的罐身与法兰状的罐盖内侧周边相互卷曲、钩合、压紧,从而达到密封目的的方法。在头道卷封过程中,头道卷封滚轮径向进给,借助于罐体的旋转,使罐盖周边沿滚轮沟槽曲线弯曲,与罐身相互钩合,使二重卷边基本成型。头道卷封滚轮是整个卷边的基础,如果头道卷边达不到要求,想得到良好的卷边结果是不可能的,因此头道卷封滚轮的沟槽曲线对二重卷边起到至关重要的作用。
有限元法是随着电子计算机的飞速发展和广泛应用而产生的一种计算方法,是近似求解一般连续体问题的数值方法。通过有限元分析,对产品机械结构性能进行参数分析和优化,可以提高效率和精度,降低试验成本,实际上有限元分析已成为替代大量实物试验的数值化“虚拟试验”方法。
1 有限元仿真模拟
图1为有限元仿真模拟卷封过程的模型图。由于卷封曲线和罐盖边缘曲线都是由多段相切的圆弧和斜线组成的,结构比较复杂,所以要先在建模软件中建好模型,再导入有限元分析软件中,进行分析。该图中共有5个子模型:左右卷封滚轮、上压头、罐盖和罐身。其中左右滚轮和上压头均为刚体,罐盖和罐身为弹性体。
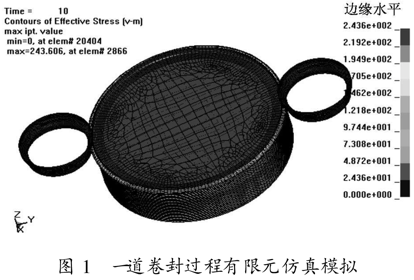
在卷封过程中,罐盖和罐身在上压头和下托盘的带动下旋转。2滚轮作径向进给,并在摩擦力的作用下旋转。罐盖边缘在卷封力的作用下,沿一道滚轮沟槽曲线上部逐步滑向底部,由一道曲线的模压作用而使罐盖边缘向内弯曲、旋转,完成一道卷封。
2 卷封曲线
2.1 卷封曲线类型
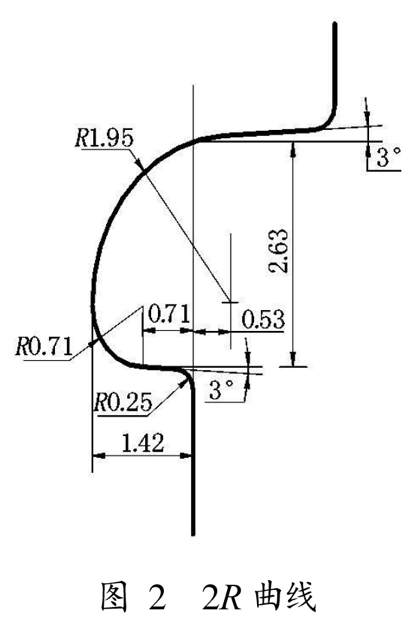
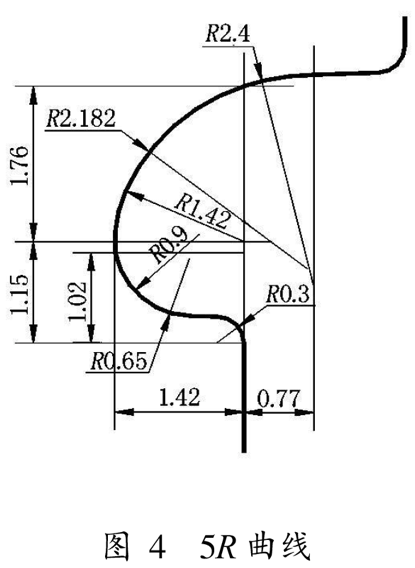
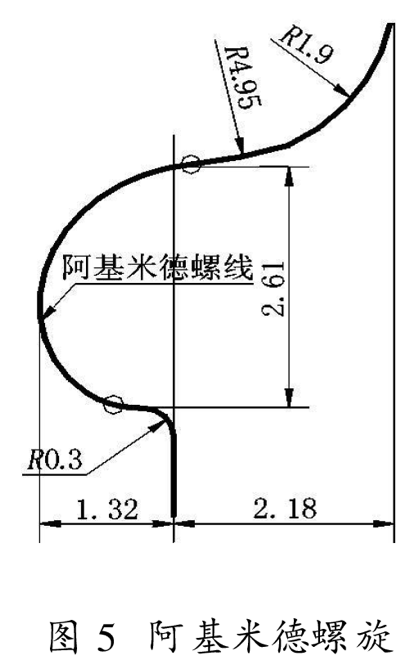
卷封滚轮必须具备适合卷封并易于加工的沟槽曲线,才能得到平整光滑、无缺口、不透气的密封状态和光滑的卷边, 在提高罐的感观质量的同时, 使产品的货架期得以延长。卷封滚轮沟槽曲线的形状及尺寸与封罐机机型、滚轮与罐体的相对转动圈数、使用铁皮厚度、硬度和罐径大小等因素有关,一般都是由几个圆弧相切连接而成,其外形大体相似,只是其宽度、深度和圆弧半径大小不同。图2~图5分别为2R,3R和5R和阿基米德螺旋滚轮曲线,该组滚轮用于进行公称直径Φ100左右,马口铁板厚0.25mm铁罐的头道卷封。本文通过计算机仿真模拟,取图1模型微元,把其中滚轮也为弹性体考虑,分析滚轮曲线各段对二重卷边所起的作用,对4种曲线卷封性能进行分析比较,并对曲线进行了优化。
图2~图5所示的4种曲线虽然由不同个数圆弧组成,但是曲线的宽度和深度基本相同。各段圆弧相切联接,曲率逐渐变大形成光滑曲线,达到作用力小和卷曲顺利的要求,而且能有效地避免应力集中问题,使应力分布更平滑。这样既可以防止罐盖边缘受阻弯折形成次品,也可以减少滚轮的磨损,从而延长滚轮的使用寿命。
2.2 卷封曲线各部分对二重卷边所起的作用
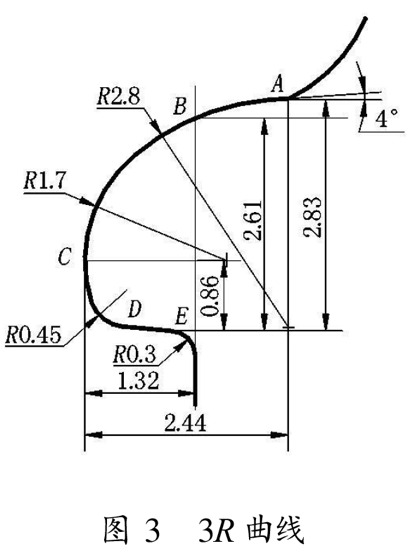
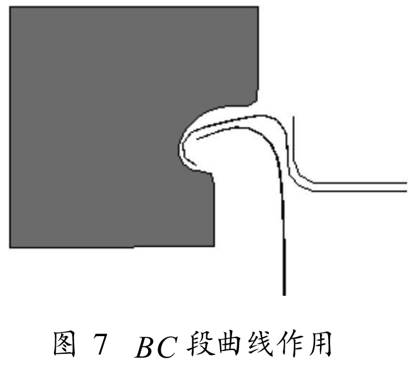
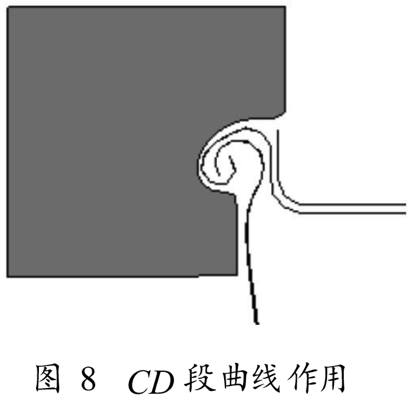
滚轮沟槽曲线不同部分对二重卷边所起的作用是不同的。以3R曲线为例,图中AB段对罐盖边缘起引导作用,即引导罐盖进入滚轮沟槽,为二重卷封做准备。引导线一般由较大半径圆弧及一段与其相切的斜线组成,一般倾角为T=1°~4°。BC段为二重卷边辅助成型线。由受力分析可知:罐盖在C点以上曲线上滑动时,弯曲力即法向力较大而摩擦力较小,罐盖快速向下滑动,法兰状的罐盖边缘与罐身之间的夹角变小,而各部分的弯曲弧度几乎不变,如图7所示。CD段起到弯曲作用,使罐盖周边弯曲与罐身相互钩合,二重卷边基本成型。罐盖在CD段曲线上滑动时,弯曲力即法向力较小而摩擦力增大,罐盖下滑速度减小,而滚轮不断进给, 这就使得罐盖在模压作用下向内弯曲, 如图8所示。DE段为导出段,是一条倾角U=1°~3°的斜线,该段将罐盖前端迅速导出,使罐盖边缘与罐身的夹角进一步变小,罐盖后部贴到滚轮曲线上,从而形成更为紧密的一道卷封。
3 结果分析
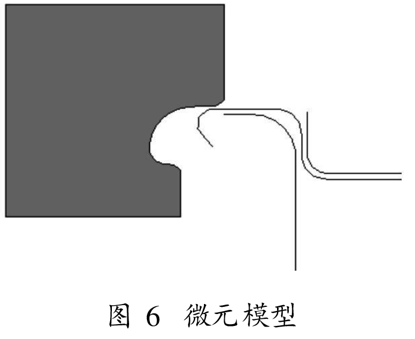
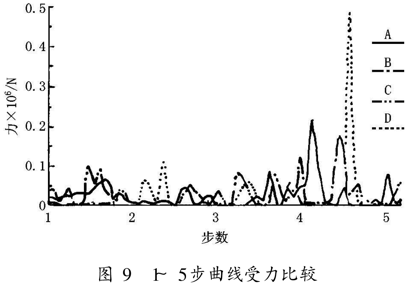
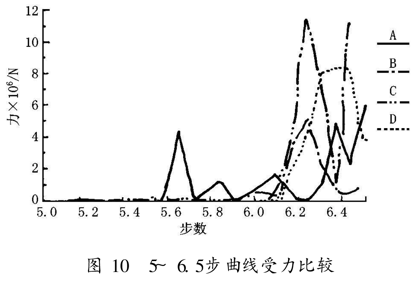
将图6微元模型中的一道滚轮分别替换为上述4种曲线的滚轮进行有限元分析,得出各个滚轮在弯曲过程中的受力分布图,如图9,图10所示,由于模型只取一微元,所以图中的力值比真实值偏小。卷封过程共有6.5个时间步,由于5.5~ 6.5时间步中各滚轮受力突然增大,所以将1~5.5, 5.5~6.5分列2图进行分析。图中A, B, C和D分别代表2R, 3R, 5R和阿基米德螺线滚轮。
由如图9和图10中可以看出:虽然阿基米德螺线滚轮在卷封过程中受力很小, 但是其在2.5, 3.5, 4.5和6.5时间点都有应力集中现象,而且力值比其他曲线大,这就导致该滚轮在这4个时间点与罐盖接触的位置很快磨损,使滚轮寿命降低,再考虑到阿基米德螺线很难加工,所以我们首先放弃这种曲线的滚轮。2R曲线滚轮结构简单,也能完成卷封过程,但是其在4和5.6时间点也发生压力集中现象,这就说明有2种曲率的2R曲线不能满足卷封要求。我们将3R和5R曲线相比较: 3R曲线在整个卷封过程中应力分布相对平滑,而5R曲线结构复杂也没有达到预期的优良效果,所以3R3种曲率的卷封曲线已经能满足卷封要求,而且综合考虑加工难易程度问题, 3R曲线为这4种曲线中性能最优良的卷封曲线。
4 卷封曲线的优化
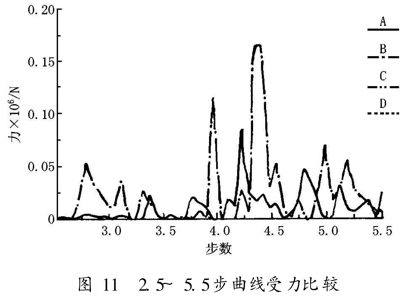
在4种卷封曲线中, 3R曲线为最理想的滚轮沟槽曲线,但在2.5~4.5时间段中, 3R曲线仍在3, 4和4.5时间点有应力集中现象,而在这3个时间点处, 5R曲线所受应力分布相对平滑。在2.5~4.5时间段是3R曲线中BC段曲线下部及CD段C点附近曲线参与卷封,我们将3R和5R曲线相比较,会发现在C点附近,5R曲线半径由R=2.182, R=1.42到R=0.9三段曲线渐变而成,变化平缓,而3R曲线半径由R=2.8突变到R=1.7。将R=1.7替换为R=1.9的曲线,且分别与上下两曲线相切,再进行有限元分析,并与更改前的3R曲线相比较。
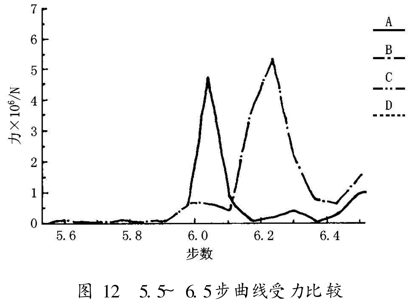
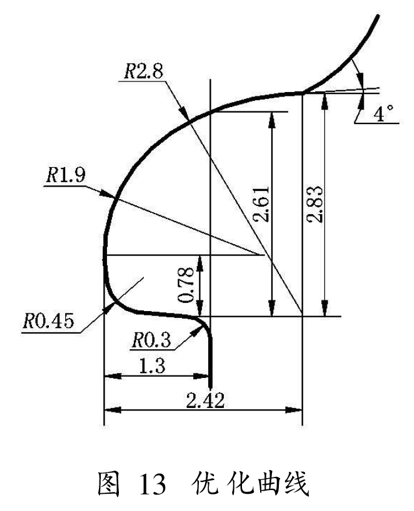
如图11和图12所示,其中A为更改后曲线,B为更改前曲线。可以看出,更改前3R曲线的几次应力集中现象在更改后得到了消除或是减弱,故优化后的3R曲线为理想的滚轮沟槽曲线,如图13所示。
沟槽曲线经优化后,应力分布均匀,应力集中基本消除,这样在提高封罐质量,降低次品率的同时,也避免了滚轮的局部磨损, 从而大大提高了滚轮的使用寿命。
|
|

