|
扁方形钢桶卷边封口机
文/黄国水
扁方桶具有遮光性好、能长期保存、携带、运输方便等优点,已广泛用于食品、轻工、医药、石化等行业。我们开发的扁方桶自动生产线自动化程度高,操作、维护、调整方便,性能稳定可靠,生产效率和产品质量高。封口机是该生产线中的关键设备。其主要功能是将已翻边后的桶身与涂有密封填料的桶底(盖)的内侧紧密、牢固地钩合、卷曲并压紧。本文着重从封口原理及成形来分析扁方桶封口机的封口技术。
本机是单封头、4滚轮式封口设备,除桶底(盖)由人工放置外,其余自动完成。其主要性能指标如下:
生产能力:20~28只/min;
配用动力:1.5kW;
桶身板厚:0.23~0.28mm;
封头转速:180~252r/min;
桶对角外径:120~200mm;
桶身高:50~300mm。
外形尺寸(长×宽×高):1880mm×1255mm×2150mm。
1 传动系统
该机床传动系统如图1所示。无级变速器输出的转速为692r/min,经三角皮带传动到I轴的转速为450r/min(减速比为1:1.538)。I轴通过齿轮传动将动力传给卷封盘、卷封径向推进凸轮和I轴。卷封盘转速为225r/min,卷封径向推进凸轮转速是212.5r/min,Ⅱ轴转速是300r/min。卷封盘的转动,带动装在其上卷边滚轮按桶型轨迹转动。卷封径向进给凸轮的转动,通过摆动轴装置,使卷边滚轮作径向推进运动,完成卷边滚轮的切入、卷封和退出等。由Ⅱ轴经过蜗轮蜗杆减速器将动力分别通过一对啮合齿轮和链轮传动Ⅲ轴和送桶系统。Ⅲ轴的转速是25r/min,Ⅲ轴带动装在其上的托板升降凸轮、夹桶凸轮和送桶凸轮转动,完成托桶到位、夹桶和送桶工作。
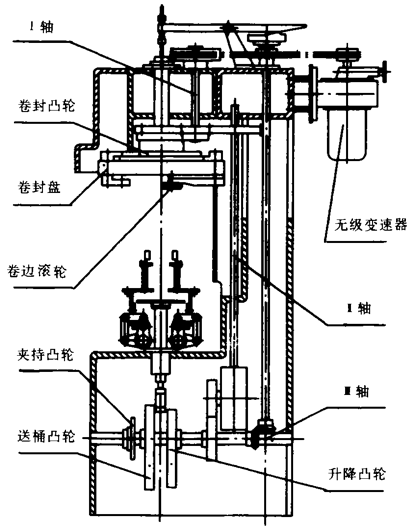
图1 卷边封口机的传动系统
2 卷封原理
用两种(每种各两个)具有不同形状沟槽的卷边滚轮,按先后顺序在桶体及桶底(盖)接合边缘处重复地作相对滚动,使两者边缘因弯曲变形而紧密地钩合。
2.1 二重卷边的形成过程
二重卷边的工作过程见图2。其中①是第一道卷边滚轮与桶底(盖)钩边接触,②③④表示第一道卷边滚轮逐渐向桶体中心移动时卷边的弯曲情况,⑤表示第一道卷边滚轮完成卷边作业时的情况,⑥⑦⑧⑨表示第二道卷边滚轮向桶体中心逐渐移动的情况,⑩是调试第二道滚轮完成卷边作业时的情况。
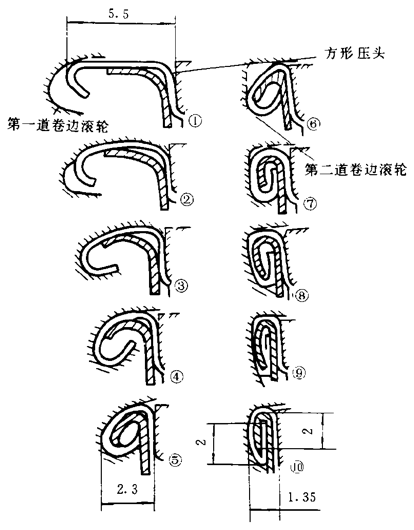
图2 二重卷边的形成过程
2.2 卷边滚轮的径向推进
本机床的第一道和第二道卷边滚轮各两个,其径向逐次推进分别由两个进给凸轮控制。以第一道卷边滚轮为例:每径向推进一次,每个卷边滚轮只负责方桶半周的卷封工作,一对卷边滚轮即可完成一次进给的一周卷封工作。每个卷边滚轮绕桶体一周时的径向推进量S(假设S是均匀的),计算公式如下:
 (1) (1)
式中:L1-L2表示卷边滚轮径向推进时,起点到终点的距离;
n表示每个卷边滚轮的工作圈数;
Z表示每道卷边滚轮的数量。
根据计算,每卷封一只桶,卷封机头转9圈。进行卷边作业时,只用4.25圈。其中第一、二道卷封滚轮各工作2圈,余下的0.25圈用来进行第一道卷边滚轮退出和第二道卷轮切入。按工艺要求未封的桶底(盖)边宽为5.5mm,第一道卷封后的厚度为2.3mm。
故第一道卷边滚轮起点到终点的距离为5.5-2.3=3.2mm。
依公式(1)可计算出每个第一道卷边滚轮每圈的径向进给量S=3.2/4=0.8。
2.3 卷边滚轮的方表运动
本机是扁方桶的专用封桶机。根据不同尺寸的扁方桶,卷边滚轮应按规定的尺寸作方形运动,才能适应方桶的封桶要求。
如图3所示,上摆板的一端与作圆周转动的卷封盘用轴相连,上摆板可以左右摆动;另一端装一靠轮,靠轮放进固定不动的方形模具的轨道槽内。下摆板用轴与上摆板相连,一端装有卷边滚轮,与装在上摆板上的靠轮在同一轴线上。当卷封盘作旋转运动时,上摆板连同下摆板一起作旋转运动。由于装在上摆板另一端的靠轮在方形模具轨道内,靠轮便沿方形轨道运动,上摆板相对卷封盘左右摆动。连接上摆板的下摆板作随动运动,故装在下摆板上的卷边滚轮与装在上摆板上的靠轮运动轨迹相同,作方形运动,完成方形桶的卷边工作。
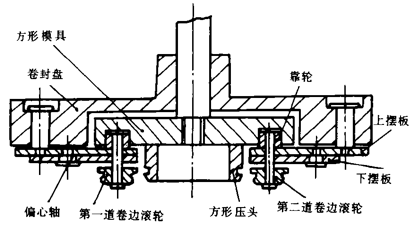
图3 方表运动装置简图
2.4 卷封过程的受力分析
在卷封过程中,卷边滚轮作用在桶体边缘上的力p,其方向不与任何轴线及母线平行,形成一个复杂的空间力系(图4)。
即px、py和pz。
px为沿桶体周边的切向分力,其作用是使卷边滚轮克服一定的变形摩擦阻抗。
py为垂直于桶体边缘的径向分力,其作用是使卷边滚轮向桶体推进,并使桶体与底(盖)的凸缘发生弯曲变形。
pz为沿桶身高度方向的轴向分力,其作用是使卷边滚轮沿轴向压紧,此力较小。
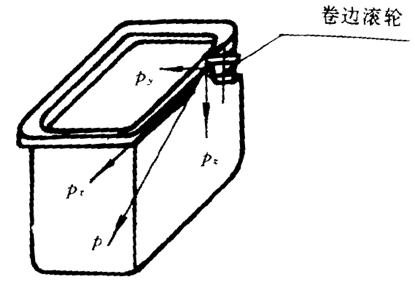
图4 受力分析
根据试验测定出的卷封力见下表。
卷封力的测定
| 卷边滚轮对桶体的转数,n |
钢板的厚度,mm |
卷封力 p/N |
第一道卷边 |
第二道卷边 |
py |
px |
pz |
py |
px |
pz |
1 |
0.24 |
289.00 |
96.50 |
51.84 |
558.60 |
184.20 |
55.90 |
4 |
0.24 |
210.70 |
66.64 |
35.30 |
323.40 |
107.80 |
32.4 |
8 |
0.24 |
161.70 |
53.9 |
28.4 |
247.90 |
82.30 |
24.50 |
第一道和第二道的卷边情况是有区别的,前者主要使桶身和桶底(盖)的周边受挤压而产生弯曲和压紧钩合,而后者主要使卷边作业的主要分力py比第一道卷边作业的py几乎大一倍。计算时,一般采用第二道卷边作业的数值。由于表中的数据是彩用平均力的值,所以在计算时还必须将第二道卷边作业的值增加20%~30%,即最大力值。
3 封口桶功率的确定
封口机电动机的功充由下列经验公式确定:
 (2) (2)
式中:N——功率,kW;
n——经验系数,异形桶n=0.0015;
G——生产能力,只/min;
D——桶体最大直径,mm;
δ——薄钢板的厚度,mm;
η——机械效率,单轴式自动异型封口桶η=0.25~0.30。
本封口机所需功率计算如下:

故选用1.5kW的电机。
4 卷边质量
外部质量:卷边应平滑,无龇牙等缺陷。其外部尺寸见图2。
卷边内身的盖钩应平滑,无波浪形,上空隙VC和下空隙LC要小(图5)。
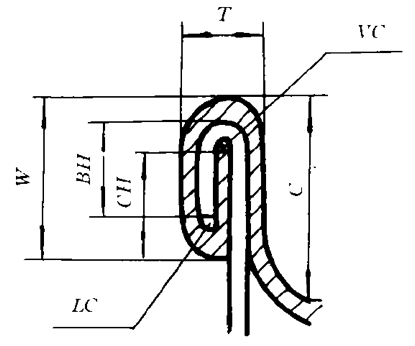
图5 卷边结构示意图
重合率:卷边内部身钩和盖钩的重合率可按下列公式计算:
 (3) (3)
式中:BH——身钩宽度,mm;
CH——盖钩宽度,mm;
W——卷边宽度,mm;
tc——底(盖)薄钢板厚度,mm;
tb——桶身薄钢板厚度,mm。
卷边后的重合率高,表明卷封桶的密封性能好。
切试样检查卷封层数,应5层。充入0.02MPa的压缩空气,浸入水中不少于10秒,目测无气泡,说明密封性能较好。
|

