|
自动封口机卷封机构设计
杨军良
摘要:在详细分析了封口机自动循环与卷封作业机理的基础上,对封口机凸轮径向进给机构的设计计算方法进行了总结,设计出了新型封口机的进给凸轮。
关键词:卷封机构;径向进给;工作循环
前言
自动封口机是在参照台湾新益机械有限公司的自动封口机的基础上,自行开发研制而成的一种生产能力很强的全自动封口机,适合卷封各种圆形桶(罐),最高生产能力可达600只/分。图1所示为其平面配置图,送桶链爪和9孔送盖转盘将桶和盖同步送进,托盘升起配盖,同时进入卷封作业区,完成卷封作业后经6孔转盘送出,从而完成一次卷封作业。卷封机构完成圆周运动方式为桶身和桶盖一起绕轴自转,而卷边滚轮不绕轴旋转,只与转盘同步运动,完成径向进给运动是凸轮作原动件。本文就其关键部件——卷封机构进行设计分析。
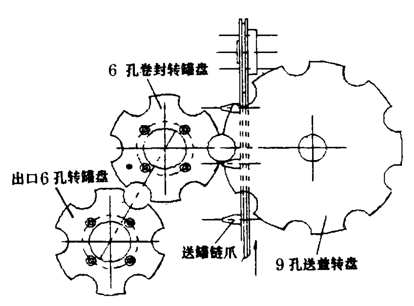
图1 平面配置图
1 封口机卷封作业分析与工作循环图设计
进行卷封主体作业的卷封机构和进行辅助作业的其他辅助机构之间各动作的相互协调关系,是卷封机构乃至整个封口机设计的基础。
封口机封完一个桶,就称为完成一个工作循环。它是由卷封主体作业和主要辅助作业两部分组成的。卷封主体作业就是头、二道卷边滚轮对桶的卷封作业,它们所占用的相角称为名义卷封作业角。其中头、二道滚轮完成卷封作业量S1与S2所占用的角度及为了完成进给量S1与S2所必需的另一部分作为交接用的间隙角。滚轮对形成接缝起真正卷封作用所占用的角度称为卷封作业角。
1.1 头道滚轮前进间量δ1及相应的间量角α1前
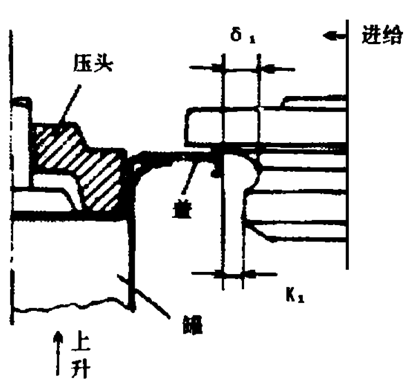
图2 前进间量δ1
如图2所示,在桶和盖被托起上升时,为了使盖边外径不致碰到头道滚轮的卷封槽下弧肩,但又不能过早上升至终点,以致造成作业时间上的浪费,因此必须使头道滚轮卷封槽底与盖边之间保持一距离δ1。这个距离称为头道滚轮前进间量,其在循环中所占的角度,称为头道滚轮前进间角α1前。
1.2 头道卷封作业量S1及相应的卷封作业角
卷封作业量S1=(D盖-D桶外)/2
式中:D盖——桶盖外径;D桶外——头道卷封后桶的外径。
对于凸轮控制的径向进给机构,头道卷封作业分为切入和整形两部分,相应的卷封作业角也分为α1切和α1整两部分。
1.3 头道、二道滚轮交接间量δ1′及相应的间量角α1退
头道滚轮相对二道滚轮来说,其卷封槽深而窄,由于所形成的初接缝宽度也较小。在头道滚轮卷封完成后尚未退出一定距离时,只要初接缝稍受到二道滚轮的滚压,随之形成的宽而扁的接缝表面,将会受到头道滚轮的碰轧而破坏卷边的外表质量。因此在二道滚轮卷封槽底刚好触及初接缝时,必须使头道滚轮已退离一间量δ1′,如图3所示。这个间量称头二道滚轮交接间量,其在循环中所占的角度为α1退。
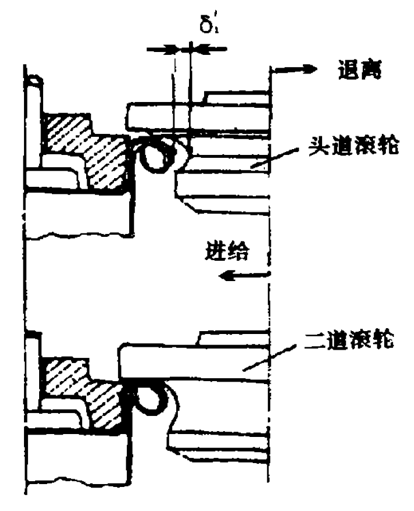
图3 交接间量δ1′
1.4 二道卷封作业量S2及相应的卷封作业角
二道卷封作业分为切入和整形两部分,相应的卷封作业角也分为α2切和α2整两部分。
1.5 二道滚轮退离间量δ2及相应的间量角α2退
为使径二道卷封后的桶下降时,卷边不致碰及二道滚轮卷封槽的下弧肩,且又不能下降过迟,造成作业时间浪费,必须使二道卷轮在完成卷边后选退离桶一适当的距离δ2,如图4所示。这个距离称二道滚轮退离间量,所对应的间量角为α2退。
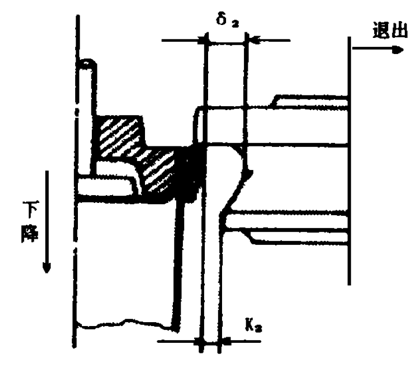
图4 退离间量δ2
由上可知,名义卷封作业量
S名=δ+S1+δ′+S2+δ2
所对应的名义卷封作业角:
α名=α1前+(α1切+α1整)+α1退+(α2切+α2整)+α2退
卷封辅助作业主要包括桶转位、升桶及降桶作业,所对应的作业角分别为转位角、升桶角及降桶角。
图5所示为按照以上各点并通过实现观测后作出的自动封口机的工作循环图。
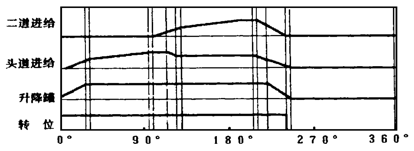
图5 工作循环图
2 进给凸轮径向进给机构,是摆动滚子从动件凸轮机构,有两套这样的机构分别控制头道和二道进给运动,称为头道和二道进给凸轮机构。
2.1 头道进给凸轮曲线的设计
由于凸轮摆杆机构本身制造精度的限制,对于各个作业间量的控制就不能像偏心进给形式那样严格,并且凸轮机构可以实现一定程度上的加速效果,故在各处环节中,都应取较大的数值。
头道进给前进间量推荐取5mm,卷封作业量S1为2.75mm,退离间量δ1取1.2~2mm,完成卷封作业量S1滚轮实现匀增量进给。这个过程相应的切入角α1切,在保证桶身自转不少于两转的条件下,还必须符合单位进给量的限制规定。切入完成后进行整形运动所对应的整形角α整,也必须保证罐身自转在1转以上,凸轮上这一段应是等径的。
如图6所示,对于每一个滚轮径向量γ1,可求出相应的中心距C。
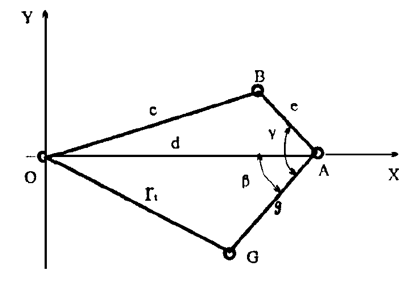
图6 凸轮径向量求解(1)
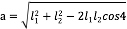
则:C=
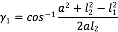
又如图7所示,γ是进给摆杆BAG的夹角,是不变量。对于每一个中心距C,有:
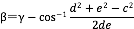
则:凸轮的理论径向量

理论径向量求出后,选定滚子直径Φ62,通过作图即可得出凸轮的实际轮廓尺寸。
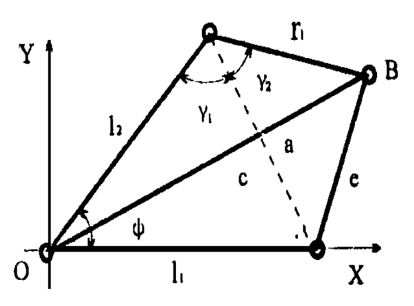
图7 凸轮径向量求解(2)
2.4 头、二道进给凸轮曲线相位差
图8所示为封口机的头道和二道进给凸轮的理论轮廓曲线图。该凸轮被设计为整体式平面槽凸轮结构,以确实地控制第一卷封和第二卷封动作。由于结构配置上的特殊性,相对于图5的工作循环图来说,头道凸轮曲线应超前二道凸轮曲线30°,这样头道、二道滚轮才能真正同步。
图8 头道、二道进给凸轮相差
3 单位进给量的选取
影响卷封质量的因素很多,如桶盖与桶身的板料材质,厚?,盖钩边和桶身边具有的形状、尺寸,桶盖与桶身接合的间隙情况,压头与桶盖的吻合情况,滚轮的曲线形状及卷封时的进给速度等,而需在机器设计时予以考虑的主要是进给速度。
对于滚轮切入时单位进给量的选取,已有的文献多以每转进给量为标准规定其进给量的选取范围。如文献认为头道一般取1mm/r,二道取0.5mm/r而文献则对各种情况下的每转进给量选取范围给予详细的规定,并由此推算出了封口时的最少转数,认为4.1转为保证卷封质量的最少转数。
设完成进给量S时,滚轮绕桶身的相应转数为m,则每转进给量
ΔS1=S/m (单位:mm/r)
而单位时间进给量ΔSt
 (单位:mm/s) (单位:mm/s)
式中:n为桶的转速(r/min)。由此可知,单位时间进给量ΔSt是随机器速度而变的,在机器设计时此值需进行合理控制。
|

