|
200L钢桶焊缝滚压装置自动找焊缝工位抬升机构的设计
张伯金(无锡四方友信股份有限公司)
摘要:针对200 L钢桶焊缝滚压装置自动找焊缝工位,设计了一种新的抬升机构,解决了现有抬升机构影响校正精度及零部件使用寿命短的问题。当钢桶从生产线传送到该工位时,抬升钢桶以实现对钢桶位置的校正。
关键词:滚压;自动找焊缝;校正;抬升机构
随着中国包装行业的发展,包装钢桶的消费量有所增加,目前仅200 L钢桶市场年需求量在1.2亿只以上。国内钢桶的制造自动化程度不高,制造加工中有些问题亟待解决。渗漏是影响钢桶质量的一个重要因素,引起渗漏的主要原因为桶口件、环缝和焊缝的质量。国内已引进三重卷边技术以提高钢桶环缝处抗渗漏性能,同时采用滚压工艺提高钢桶焊缝质量。笔者主要针对现有200L钢桶焊缝滚压装置自动找焊缝工位钢桶抬升机构容易出现的问题,设计了一种新的抬升机构。
1 自动滚压装置
钢桶接缝焊接后,焊缝存在一部分残余拉应力,最终会影响焊缝的强度,目前已研制出一种自动滚压装置,如图1所示。
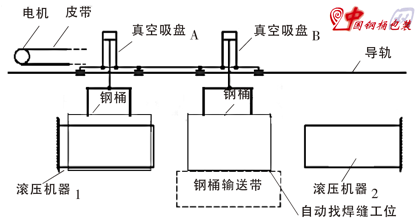
图1 自动滚压装置
该装置采用滚压工艺,使焊缝位置的晶格产生滑移,产生永久变形,从而消除残余拉应力,提高焊缝表面的强度和光洁度。为提高滚压质量,需要对钢桶焊缝位置进行校正,使辊轮与焊缝最大程度地重合,如图2所示。为了对钢桶焊缝位置校正,需要有一自动找焊缝工位来实现。在自动滚压装置中,钢桶横卧由传送链从生产线传送至校正工位,此时与钢桶接触的是固定在链板外侧的4个普通轮, 目的是为了径向固定钢桶,但因无法进行转动且无法抬升而不能实现对焊缝位置的校正,因此需要有一抬升机构。
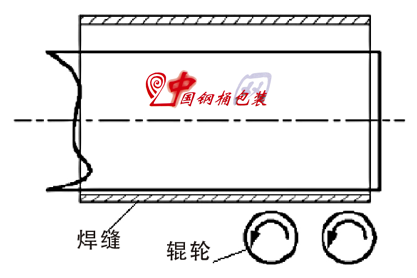
图2 双辊轮单侧滚压
2 已有校正抬升机构
2.1 机械原理
目前,实际生产中已应用一种校正抬升机构,如图3所示。主动轮与从动轮为同步带轮,电机带动主动轮,主动轮带动从动轮,使两从动轮同方向转动,从而使钢桶转动实现焊缝位置校正。张紧轮的作用为避免同步带与钢桶接触。主动轮、从动轮及电机都固定于底板上,该板由气缸驱动,最终实现钢桶的抬升。
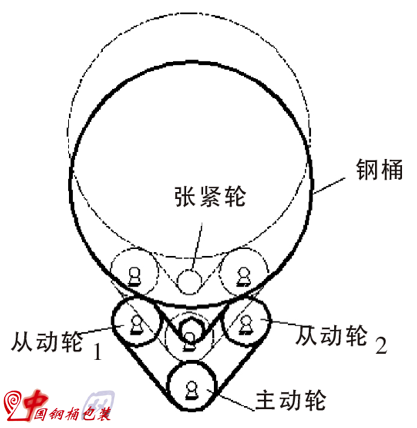
图3 已有抬升机构
2.2 存在的问题
该抬升机构把电机和主、从动轮等零件都固定于底板上,对其进行整体升降。一方面增大了气缸的负载,另一方面,气压传动存在一定的不稳定性,会引起对零部件尤其是电机的冲击,且由于滚压机应用于批量生产,齿轮及各连接处在不断冲击的情况下容易疲劳损坏,降低各部件的使用寿命。
焊缝最终位置的确定取决于当传感器检测到焊缝位置时反馈给控制系统,控制电机的转速确定焊缝位置的找正,这对电机传动的精度要求较高,否则会由于焊缝位置的不准确直接影响滚压工艺的质量。另外,在电机经常升降,齿轮磨损较大的情况下,也不利于精度的控制。
3 新的校正抬升机构
针对以上出现的问题,笔者设计出一种新的抬升机构,将不需要抬升的零部件安装在固定的机架上,避免了传动引起的冲击,从而延长了零部件等的使用寿命,并且不影响钢桶焊缝位置找正的精度。
3.1 机构运动简图
图4 所示为设计的抬升机构的机构运动简图。
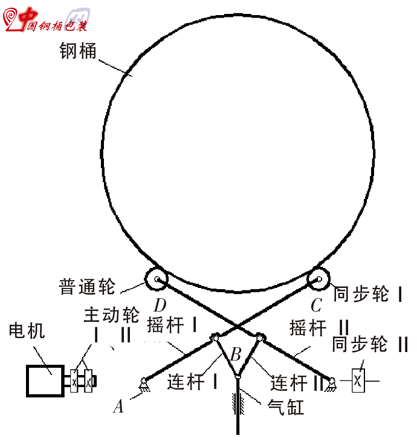
图4 新抬升机构的机构运动简图
整个抬升系统由两个同类机构对称分布,以此实现钢桶两端的径向固定。主动轮分别通过同步带与同步轮Ⅰ、Ⅱ连接。主动轮直接由电机驱动,对称分布的机构与同步轮Ⅱ连接,使它作为该抬升机构的主动轮,不需要另外提供电机作为动力源,以此构成完整的传动系统。普通轮仅起到支承钢桶的作用,随着钢桶转动,实现对钢桶位置的校正。整个抬升机构构成平面四杆机构,当气缸活塞杆伸出时,摇杆Ⅰ、Ⅱ通过连杆Ⅰ、Ⅱ逆时针(或顺时针)转动,从而起到抬升钢桶的作用。A处铰链为一与电机轴同轴的轴承座(轴承座、气缸、电机都安装在底板上),当摇杆绕轴承座转动时,也相当于绕电机轴转动,因此避免了抬升电机、轴承座等零部件。
3.2 自由度分析
为了使机构具有确定的运动,需要对其进行自由度分析,计算公式如下:
F=3n-(2p1+ph-p′)-F′
式中:n为活动构件数;p1为低副个数;ph为高副个数;p′为虚约束个数;F′为局部自由度个数;F为原动件(气缸)个数。
抬升机构有7个活动构件,0个高副,9个低副(B处为一复合铰链),不含虚约束,2个局部自由度(C、D处)。F=3×7-(2×9+0-0)=1,因此,抬升机构具有确定的运动。
3.3 三维总装图
机构总装图如图5所示。
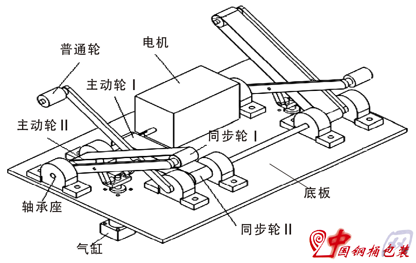
图5 三维总装图
4 结束语
现有的抬升机构,抬升钢桶的同时也抬升了电机等零部件,增加了气缸的负载。除此以外,气缸驱动底板时,由于底板上安装了电机等零部件,因而造成质量分布不均匀,气缸活塞受到附加弯矩作用(如果底板沿一导轨升降,虽能避免弯曲应力,但结构复杂,且装卸维修不便)。零部件也会随着升降,不断受到冲击而更易疲劳破坏,尤其是对电机、齿轮磨损加剧,带来传动误差,影响钢桶焊缝位置的校正,最终影响滚压工艺的质量。本文提出一种新的抬升机构,仅直接抬升钢桶,相比之下比较轻巧、方便,另外,该抬升机构安装精度要求较高,需保证电机主轴与轴承座的同轴度。
|

