|
钢桶涂装质量的现场控制
文/杨文亮
在中国涂装行业长期以来就流行着这样一个俗语:“三分料,七分工”,三七开的比例不一定准确,但道出了涂装施工的重要性。钢桶涂装也不例外,很多制桶企业涂装质量差,其原因正是涂料涂装现场施工过程控制的问题,并不是涂装本身的问题,可惜很多制桶企业并未意识到这个问题。
涂料只有通过正确的施工才能起到对钢桶的保护与装饰作用,才能充分发挥涂料本身所具备的各方面优秀性能;反之,再好的涂料如果工艺不正确、施工不精心,涂层质量的效果可能适得其反。而现场涂装检查是确保涂装质量的重要手段之一。
一、有关钢桶涂装质量的几个知识要点
1、钢桶表面腐蚀机理
钢桶暴露在大气环境中,发生腐蚀降降解反应的基本要素是水汽(潮气)和空气(氧气),钢材(Fe)失去电子变成离子(Fe2+)的区域形成阳极,而俘获钢材电子的区域形成阴极,阳极发生腐蚀降解(形成氧化铁),阴极俘获额外电子不发生降解反应,这是最基本的钢桶腐蚀机理。其它因素,譬如表面异物(灰尘、氧化物)、盐度、酸度、钢桶暴露的湿润时间、暴露环境的温度和湿度,以及钢桶与其它金属的接触,都会影响钢桶的腐蚀速率和程度。
2、钢桶涂装前表面处理的目的
钢桶表面处理的目的是为了获得钢桶与漆膜涂层之间的良好附着力,通常,有两个因素直接影响了表面处理的最终效果,一个是清洁度,即表面污染物的清除程度,污染物包括油污、氧化皮、锈蚀、水汽、灰尘等,另一个是粗糙度,包括粗糙度的外形、水小或深度以及粗糙度的密度等参数。这里有一个共识,即污染物的存在会影响(降低)涂层的附着力,因为污染物阻隔了涂层与钢桶表面的直接接触,合理的表面粗糙度会提高涂层的附着力,因为粗糙度增加了钢桶的表面积,也就是增加了涂料与钢桶表面之间的接触面积。
3、粗糙度
在现场涂装检查中,主要通过粗糙度标准对照板的目测(可能还需要手指触觉配合判断)和仪器测量这两种方法,来判断表面处理后的粗糙度等级是否符合规范的质量要求。常用的粗糙度标准对照板包括:ISO 8503-1、RUGOTEST NO.3以及Keane-Tator三个标准,现场检查常用的粗糙度测量仪包括指针式粗糙度测量仪、拓纸法高度测量仪。
4、涂料润湿性能与附着力之间的关系
润湿性是(液态)涂料品咱的一种性能,尤其是对于只涂一层涂料的钢桶来说尤其重要,润湿性好的涂料可以更充分渗入表面,使涂层与钢桶表面接触面最大化,从而增加两者之间的附着力。而润湿性能差的涂料不宜作为钢桶涂料使用。因为弱的润湿性无法确保涂料与钢桶表面完全接触,可能会导致较弱的涂层和钢桶表面的附着力。
二、钢桶涂装质量的现场控制思路
在钢桶涂装现场,经常会因为“偶然”因素导致漆膜出现缺陷,而这些涂层缺陷的存在可能会过早地降低或失去漆膜涂层原先设计的性能要求,譬如防腐性能,耐候性能等。对出现的涂层缺陷进行修补也要耗费一定的人力、材料和工时等成本,而且可能对后续工作的影响。所以,在涂装过程中,应该尽量避免涂层出现问题。通常要做到事前预防、事中控制、事后检查(修补)。
1、事前预防
事前预防是指了解涂装工艺,做好前期工序的质量控制,以及检查涂装条件。譬如,前期的表面处理结果不好,有油污残留在钢桶表面,可能会导致漆膜与钢桶表面的附着力减弱,或者出现凹坑等不连续的漆膜涂层;喷涂时通风过强(风力较大)可能会导致漆膜出现漆雾、过喷现象。事前预防是保证漆膜涂层质量最主动、最有效、是低成本的手段,但是,对于涂装人员的检查人员以及工艺员的素质要求和经验要求相对较高。
2、事中控制
事中控制是指在涂装过程中,及时发现漆膜出现的问题(可能是缺陷出现的萌芽),并采取准确地控制、调整方法,避免出现更为严重的缺陷。譬如,喷涂表面出现流挂(甚至是涂料发生滑坠),必须从检查涂料黏度、喷涂设备(喷嘴尺寸、喷嘴磨损、喷嘴压力等)以及操作者的实际操作方法着手,避免流挂缺陷的影响面扩大。事中控制是保证漆膜涂层质量相对有效和被动的手段,同时对于涂装相关人员的素质要求也很高的,需要这些相关人员保持一定的工作效率,并能正确识别发生的漆膜问题并发解导致这些问题出现的原因,及时提出正确的调整方案和建议。
3、事后检查(修补)
可以通过视觉目测或仪器测量发现涂层缺陷,并能通过正确方法和步骤进行修补使涂层重新获得原来的设计性能。譬如,涂层中存在针状细孔(针孔),这种不连续的漆膜成形可能会导致钢桶表面出现点状锈蚀,从而使涂层降级或丧失局部涂层的防腐性能(可能会波及整个钢桶涂膜涂层的防腐性能),所以,漆膜表面的所有针孔必须重新喷涂覆盖完整涂层,这种修补方案必须要在漆膜完全干燥条件下才能实施,否则会造成更大问题。事后修补是为保证涂层质量前提下进行的所需成本相对较高、较被动的手段。要求涂装相关人员能够具备漆膜缺陷识别的基本能力,了解涂层缺陷的正确修补方法和步骤。有关漆膜涂层缺陷的修补也有一条原则,即如果修补之后的结果影响或降低漆膜涂层的其他重要性能,那么就要慎重考虑修补方案。比如,漆膜表面出现橘皮缺陷(粗糙漆膜表面)可以通过手动或动力工具进行表面打磨处理以获得表面平滑的结果,然后再重新涂装。
三、现场涂层缺陷的判别及原因分析
涂层缺陷没有一个标准的归类,可以按缺陷出现的时间来分类,即急性缺陷和慢性缺陷;也可以按性能影响方面来分类,即装饰性缺陷和保护性缺陷;也可以按缺陷的表现状态来分类,即“表面缺陷和渗透缺陷”。但是,不管哪种分类,造成涂层缺陷的主要原因包括:涂料性能、涂装条件、涂装操作以及配套规范。
1、涂料性能
主要与涂料的原料质量、涂料的配方,涂料的实验室检测性能、涂料的生产质量以及涂料的存储等因素有关。
2、涂装条件
主要与钢桶表面条件(清洁度和粗糙度等)、涂装环境和周围环境条件等因素有关。
3、涂装操作
主要与涂装设备和材料、涂装参数设置、操作工技巧等因素有关。
4、配套规范
主要与涂装后的短时间暴露和长时间暴露状态,涂料与稀释剂之间兼容性等因素有关。
举例说明:流挂缺陷出现,可能形成的原因如下。
a. 涂料生产方面,产品产流挂指数低,产品初始黏度的实验室检测未达到配方要求,涂料过了保质期、存储条件不良等。
b. 涂装条件方面,钢桶表面条件(表面有油污,太光滑,涂料无法附着),钢桶表面温度过高(降低了涂料的施工黏度),钢桶表面温度过低(溶剂挥发能力减弱)。
c. 涂装操作方面,表面单位面积涂料喷涂过厚(喷涂压力过大、喷枪喷嘴孔径过大),喷涂技术(喷涂距离太近,漆膜过分重叠),涂料黏度(涂料温度过高或涂料稀释过量添加,导致涂料黏度降低)。
在涂装现场可以参考以上造成(流挂)缺陷的可能原因,结合现场的实际涂装性况来判断确切的原因(也可能是几个因素综合影响的结果)。
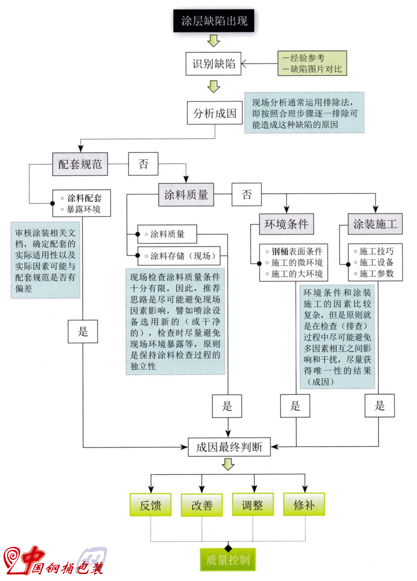
当出现涂层缺陷问题时,可以按照如下思路帮助分析和判断缺陷发生原因(仅供参考)。
四、涂装检查阶段以及相应的检查点
在钢桶涂装现场检查和质量控制方面主要分为7个阶段,每个阶段都有相应的检查内容(具体的检查内容需要根据特定项目中拟定的涂装技术规范文档的要求来确定),这7个阶段包括:表面处理之前、表面处理期间、表面处理之后、涂料施工之前、涂料施工期间、涂料施工之后、售后服务期间。
下面是每个阶段在质量检查和控制过程中可能涉及的常规检查内容,以供参考。
1、检查阶段——表面处理之前
| 检查内容 |
参考标准 |
检查内容涉及的涂装其它方面 |
涂装技术规范书 |
ISO 12944 |
项目有关涂装质量的具体要求 |
涂料技术规范书 |
|
涂料产品的技术参数和要求 |
材料安全参数规范书 |
|
涂料使用的安全性 |
微环境条件 |
ISO 8502-4 |
涂层缺陷、早期锈蚀、保质时限 |
钢桶表面状态(不完全整性) |
ISO 8501-3 |
涂层缺陷、早期锈蚀、保质时限 |
钢桶表面原始锈蚀等级 |
ISO 8501-1 |
涂层缺陷、早期锈蚀、保质时限 |
焊缝质量 |
ISO 8501-3
NACE RP 0178 |
涂层缺陷、早期锈蚀、保质时限 |
钢桶表面污染物 |
ISO 8502 |
涂层缺陷、早期锈蚀、保质时限、表面处理方法 |
表面处理工具及材料 |
ISO 8504 |
表面处理清洁度、粗糙度、涂层缺陷、早期锈蚀、保质时限 |
涂料品种、质量、数量确认 |
|
涂料配套、涂料使用量 |
2、检查阶段——表面处理期间
| 检查内容 |
参考标准 |
检查内容涉及的涂装其它方面 |
微环境条件 |
ISO 8502-4 |
涂层缺陷、早期锈蚀、保质时限 |
钢桶表面污染物 |
ISO 8502 |
涂层缺陷、早期锈蚀、保质时限 |
钢桶表面清洁度等级 |
ISO 8501-1
SSPC SP |
涂层缺陷、早期锈蚀、保质时限 |
钢桶表面粗糙度 |
ISO 8503
ASTN D4417 |
涂层缺陷、早期锈蚀、保质时限 |
表面处理工具及材料 |
ISO 8504 |
表面处理清洁度、粗糙度、涂层缺陷、早期锈蚀、保质时限 |
3、检查阶段——表面处理之后
| 检查内容 |
参考标准 |
检查内容涉及的涂装其它方面 |
微环境条件 |
ISO 8502-4 |
涂层缺陷、早期锈蚀、保质时限 |
钢桶表面清洁度等级 |
ISO 8502-1
SSPC SP |
涂层缺陷、早期锈蚀、保质时限 |
钢桶表面粗糙度 |
ISO 8503
ASTM D4417 |
涂层缺陷、早期锈蚀、保质时限 |
4、检查阶段——涂料施工之前
| 检查内容 |
参考标准 |
检查内容涉及的涂装其它方面 |
微环境条件 |
ISO 8502-4 |
涂层缺陷、早期锈蚀、保质时限 |
钢桶表面污染物 |
ISO 8502 |
涂层缺陷、早期锈蚀、保质时限 |
涂料喷涂设备及工艺 |
|
涂层缺陷 |
涂料混合、稀释配比 |
|
涂层缺陷、涂料使用量 |
施工条件(照明、通风、喷室、通道、安全) |
|
涂层缺陷、安全保障 |
5、检查阶段——涂料施工期间
| 检查内容 |
参考标准 |
检查内容涉及的涂装其它方面 |
微环境条件 |
ISO 8502-4 |
涂层缺陷、早期锈蚀、保质时限 |
涂料施工质量 |
|
涂层缺陷 |
6、检查阶段——涂料施工之后
| 检查内容 |
参考标准 |
检查内容涉及的涂装其它方面 |
微环境条件 |
ISO 8502-4 |
涂层缺陷、早期锈蚀、保质时限 |
漆膜涂层的成形、外观 |
|
涂层缺陷、早期锈蚀、保质时限 |
漆膜厚度 |
ISO 2808 |
早期锈蚀、保质时限 |
涂层的附着力 |
ISO 2409 |
涂层破坏、保质时限 |
7、检查阶段——售后服务期间
检查内容 |
参考标准 |
检查内容涉及的涂装其它方面 |
漆膜涂层表面外观、性能 |
ISO 4628 |
涂层破坏、保质时限 |
【转载本文请注明作者及来源】
|

