|
钢桶桶身翻边机原理应用
高锦春 许佳明
【摘要】包装是产品的形象。综合服务处制桶厂生产的包装钢桶,不仅是玉门炼化总厂的产品形象,更是其产品质量保证的组成部分。一方面,钢桶外观一定要针对客户的需求,不断地改进;另一方面,低分子油品的超强渗透力要求钢桶的密封效果必须非常好,否则在油品贮存甚至装箱过程中就会出现油品渗漏和污染现象。所以,制桶厂在钢桶的制造过程中要不断改进其制造工序和工艺,而翻边作为其中的工序之一在其制造过程中起重要作用,于是该工序的工艺制作便成了钢桶质量的关键之一。
【关键词】钢桶;翻边机;翻边质量;滚压;挤压;涨形
钢桶的制作工序至少包括缝焊、翻边、封口。其中,桶身的翻边是钢桶的桶身经过缝焊后为后道卷封(即封口)装配做准备的工序过程,是钢桶制造中的中断工序之一,对钢桶的封口质量起极其重要的作用。可以说,有好的翻边质量并不见得就肯定有好的封口质量,但没有好的翻边质量就肯定没有好的封口质量,所以说学好桶身翻边技术在钢桶制作过程中起积极作用。
翻边机是用来完成钢桶桶身翻边工序的设备,其种类很多。按工作时钢桶的放置方式有卧式翻边机与立式翻边机(卧式指桶轴线水平,立式指桶轴线垂直);按一次所能翻边的数量有单头翻边机(一次只翻一端)和双头翻边机(一次翻两端);按翻边原理可分为滚压式翻边机和挤压式翻边机;按所能加工的桶形可分为圆桶翻边机和异形桶翻边机。
为提高生产效率,一般使用的翻边机采用双头翻边,对于翻边时钢桶的放置方式可根据设备整体布局而定。本文主要探究翻边原理。
1 桶身翻边原理
桶身翻边的基本条件是钢桶材料的塑性变形,也就是在完整性不遭受破坏的条件下产生永久变形的性能。这一变形使板材变形区的内部组织得到改善,机械强度有所提高,并达到所需形状要求。
如图1所示。翻边前,毛坯直径为钢桶直径d0,翻边变形区是内径为d0而外经为d1的环形部分。在翻边过程中,变形区在力的作用下其外径d不断地由d0增大到d1,当d=d1时,翻边宽度达到工艺要求b,这时也最终形成了理论上的竖直的边缘(在实践中,翻边角度θ在90°~110°之间根据桶身材料而定,200L钢桶材料翻边基本采用96°~100°,12L和4L小桶材料翻边多采用105°)。
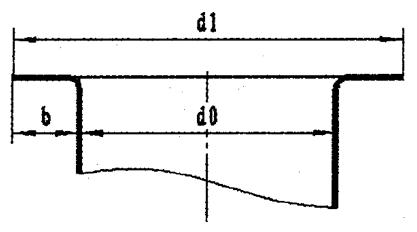
图1 翻边变形区
桶身翻边时,毛坯变形区受切向拉应力σ1和径向拉应力σ2的作用。在直角部位,径向拉应力σ2起主要作用,切向拉应力σ1较小;在其他翻边变形区,切向拉应力σ1起主要拉应力,径向拉应力σ2较小;在翻边变形区边缘上毛坯处于切向拉应力作用,径向拉应力σ2为零。
在翻边过程中,毛胚变形区的厚度在随着d的不断增大而变薄,当翻边宽度达到一定限度时,翻边后竖边边缘厚度会非常小(可以趋于零),但由于材料变形量超过了塑性变形极限,一般会出现开裂现象,所以在翻边时应保证毛坯边缘部位上金属伸长变形小于材料塑性变形能力所允许的极限值。
2 桶身翻边工艺的类型
翻边机是实现桶身翻边工艺的设备,是制桶设备中必具的设备之一。它的加工过程比较单一简便,生产运行比较稳定,成型尺寸和质量由翻边胎具保证,一次成型。
翻边机的翻边方式基本上有以下3种:
2.1 机械传动滚压成形翻边
20世纪90年代前后大量采用滚压式翻边机,其主要工作部件为两个压辊。工作时两压辊和桶身三者之间作相对运动(转动、平移或摆动),滚轮对桶身进行旋压而使桶身端产生塑性变形实现翻边。其翻边原理如图2所示。
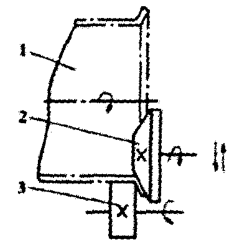
图2 滚压翻边原理
1.桶身;2.压辊;3.压辊
翻边过程中有两种运动,一是压辊相对于桶身作进给运动,使桶边向外翻出;二是桶身绕自身轴线作旋转运动,使桶边缘处能翻边。桶身获得旋转运动的方法有两种:主动与被动。主动指桶身直接由电动机和减速机构带动旋转,在翻边时由转动的桶身借助摩擦力带动压辊旋转。被动指电动机及减速机带动压辊旋转,桶身靠摩擦力的作用通过压辊带动旋转。对异形桶压辊要作桶形仿形运动。
滚压式翻边机除翻边外,还有缩颈等多种功能,对不同金属材料和不同板厚适应性较强,结构简单,工艺成熟,便于维修操作。其最大的特点是桶身和翻边区的过度区小,能够达到直角状态,为封口工序所要求的理想状态,但该设备一旦开始传动,噪声大,生产环境差,安全生产不能保证,且此种成型方式是翻边胎具沿桶端周围滚动,不能完全保证成型过程中沿桶端圆周的翻边角度和宽度完全一致,工艺质量的影响因素较多,成形结果的同一性较难实现,会影响卷边工艺的质量。
2.2 机械传动模具挤压翻边
我国早期引进的翻边机多属模具挤压翻边,是靠两个压盘模具沿桶框的轴线方向作相对运动而实现翻边。其工作原理如图3所示。两压盘模具的相对运动由液压或机械传动来实现。在翻边过程中,桶壁受到挤压,为了协助桶壁承受挤压力,用胎具从外围护住桶壁。
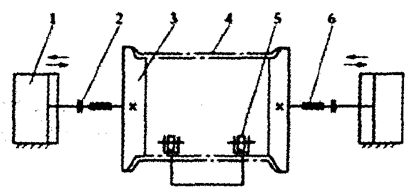
图3 挤压翻边原理
1.油缸;2.联轴器;3.翻边模具;4.桶框;5.托桶架;6.轴承
可见,挤压式翻边机的翻边角度和尺寸是由桶身翻边模具的形状和尺寸决定,其精度高,结构简单,特别适用于多重卷边(如三重)和特殊形状的钢桶。但其主要缺点在于:首先桶身和翻边区的过度圆弧过大,不利于后道封合工序;其次,对板材尺寸精度要求比较高,也就是说桶身高度的精确度影响翻边尺寸和角度;另外,挤压式翻边时,桶壁要承受一定挤压力,因此,挤压式不能用于强度很低的金属桶(如铝桶),所用钢板板材的厚度与桶的容积密切相关。
缘于优点,挤压翻边机在生产设计上的应用是相当灵活多样的,其中异形桶的翻边应用更为广泛。根据异形桶的形状需求制作相应形状的翻边模具,挤压翻边一次成型,过程简单明了,容易操控掌握和维护保养,在生产中得到了广泛的运用。
2.3 机械传动涨形翻边
涨形式翻边机是采用涨形的方式,把桶身翻边部位涨出来成为直边。其设计的理念是采用滚压和挤压两种工艺之所长,一方面实现了滚压这种工艺产生的直角效果,另一方面实现挤压工艺的精确特点;其设计如图3所示,是在挤压翻边的基础上,通过改变托桶架5的位置和原理,使得简单的托桶架变成复杂机械运动的夹持器,与翻边模具夹持翻边区翻边。
多用于小径钢桶或异性钢桶,最多见的是矩形桶的翻边。20世纪90年代北京航空机械研究所研制的4L扁方桶全自动生产线中翻边机采用这种翻边方式,为本厂曾经所用。涨形翻边机的特点是翻边尺寸和角度比较精确,速度快,又因为翻边力要求较大,多适用于厚度0.5mm以下的钢桶翻边,其缺点是翻边过程机械运动较多,能耗较大,润滑要求较高,容易污染产品。所以现在逐渐被挤压翻边机取代。
3 发展方向
在安全文化相对提高的时代,机械设计的理念是以人为本,所以滚压成型噪声大和不安全的缺点是致命的弱点,相对来说挤压成型更能被设备使用者认可接受。挤压成型缺点,首先对板材尺寸的精度要求是比较苛刻的,但现在国内生产的圆盘裁剪机所裁剪的板材完全能满足要求。
其次,在挤压的基础上,借鉴涨形原理,通过合理调整从外围护桶壁的胎具的位置,用来克服桶身和翻边区的过度圆弧过大问题,其中上面描述的涨形翻边机基本就是这个道理。
为了去掉涨形翻边机的缺点,可以对其中复杂机械运动的夹持器进行改造为简单的桶形模块,一面用来夹持桶身以增强翻边力,另一面和翻边模具夹持翻边区,形成理想的翻边效果。
参考文献:
[1] 压力加工手册[M].江国屏译.北京:机械工业出版社,1984.
【转载本文请注明作者及来源】
|

