|
钢塑复合桶塑料内胆的质量控制
朱义华
钢塑复合桶是由钢桶(外)与塑料吹塑胆(内)一起装配而成,其中塑料吹塑内胆(简称内胆)由胆体、大小防尘盖、大小内塞、大小压紧圈,大小衬圈,大小密封圈组成。如下图1所示。
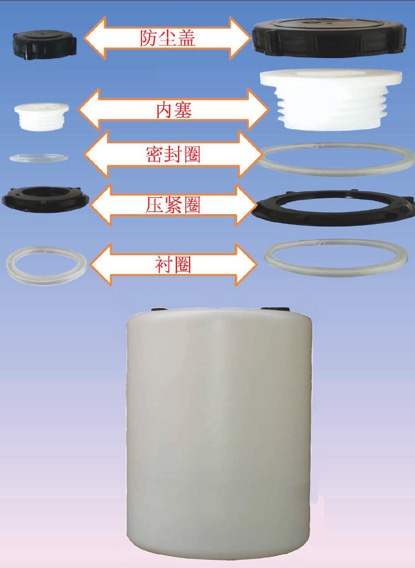
图1 钢塑复合桶内胆组成
因内胆要求的特殊性,其吹塑成型工艺相对其他吹塑制品而言,较为复杂,比较突出的是大小口以及螺纹嵌件与外螺纹的成型,以及如何保持内胆尺寸的稳定性等。
一、200升内胆各部位名称以及功用
1、胆体:用于盛装各类液体,中空吹塑而成,桶体上端有大小两口,大口82mm用于灌注物料,小口43mm用于排气,大小两口均有内螺纹,系注塑嵌件。
2、内塞:用于大小口封闭,由注塑成型而成。
3、密封圈:用于大小口密封用,由注塑成型而成。
4、压紧圈:与钢桶装配时起定位作用。由注塑成型而成。
5、衬圈:与钢桶配合是起过渡作用。由注塑成型而成。
6、外盖:用于防尘,防雨水、防盗铅封用,由注塑成型而成。
二、200升塑料内胆的成型工艺
1、内胆生产工艺见图所示(工艺流程及关键控制点)。
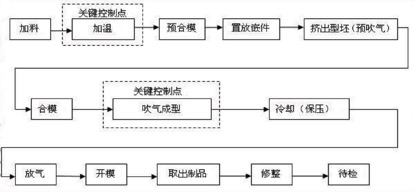
图2 工艺流程及关键控制点
2、主要工艺参数
(1)机筒温度
| 一区 |
二区 |
三区 |
四区 |
五区 |
180℃ |
180℃ |
180℃ |
180℃ |
185℃ |
(2)机头温度
| 一区 |
二区 |
三区 |
四区 |
五区 |
170℃ |
175℃ |
175℃ |
180℃ |
185℃ |
(3)温度公差:±10℃
(4)吹气压力:0.5mpa±0.05mpa
(5)换具温度:20℃±5℃
(6)循环周期:118s~125s
3、内胆尺寸控制
塑胆的外形尺寸在生产过程要控制到既符合图纸尺寸要求,又要与钢桶配套相符,在加工工艺方面是关键所在,保证时间的合理,吹气压力不能低于0.55mpa,压缩空气温度控制在15℃左右,模具冷却水温度控制在20℃左右,塑胆整体部位尺寸调整均匀,在这种状态下生产出来的塑胆外形尺寸是能够符合图纸尺寸要求,如:200升塑胆在外形尺寸(848×564)能控制在3mm的公差范围内。
塑胆各部位的尺寸(壁厚)是在型坯控制系统指定设计定位中产生,其设计合理性至关重要,既要塑胆的整体尺寸,又要针对各关键部位做出调整,例如塑胆的合缝线壁厚尺寸必须不能低于1.7mm,此处在冲击、膨胀、跌落中最易产生破裂,其次是塑胆上下平面与中体交界处(上下角)也是易薄弱点,因此,些处的壁厚尺寸控制在1.9mm~2mm范围内。
另外,注射压力的设定是否合理也直接关系到各部位的设定尺寸,是否到达指定位置。主吹气第一阶段的吹气压力应超出0.55mpa。
测算:主吹气在最先进入模腔内的15秒之内,如果超过0.55mpa上下角的壁厚可达2.1mm。如果按照此办法,3.9kg的200升内胆,上下角壁厚达1.9mm。
4、内胆制品常见问题及解决办法
(1)外观粗糙
| 常见问题 |
解决方法 |
型坯出料口模光粗糙度高 |
降低出料口表面粗糙度 |
加工温度偏低 |
提高料筒和机头加热温度 |
螺杆转速过快,塑料塑化不良 |
适当降低螺杆转速,提高加工温度 |
吹塑空气压力低或流量不足 |
提高吹塑空气压力(0.5~0.6mpa)或加大吹气针的直径 |
型坯挤出速度过快 |
适当减低型坯挤出压力和挤出速度 |
模具型腔表面粗糙。模具排气不良 |
降低模具型腔粗糙度,增设排气孔或喷砂处理 |
(2)厚薄不均
| 常见问题 |
解决办法 |
模具型腔借位 |
校正对齐 |
合模处冷却不均匀 |
检查模具冷却回路是否通畅,改善冷却温度 |
模具温度控制不当 |
适当调整模具温度(20℃左右) |
型坯壁厚不均匀 |
解剖产品调整均匀 |
吹塑空气压力过高或偏低 |
适当调整吹塑空气压力(0.5~0.6mpa) |
(3)尺寸不稳定
| 常见问题 |
解决办法 |
吹塑时间,冷却时间太短 |
延长吹塑及冷却定型时间 |
加工温度设置不当(过高) |
适当降低加工温度 |
制品壁厚不均匀 |
解剖制品调整均匀 |
吹塑空气压力不足 |
提高吹塑空气压力 |
模具冷却水回路堵塞或压力不足 |
疏通冷却回路提高冷却水供水压力 |
三、200升内胆的检测
1、首检:按《塑料内胆桶》标准规定进行检验。
2、自检:在专用灯光下检查桶体上是否有气泡,穿透性杂质,灌注口与排气口的合缝线处是否有气泡孔洞,测量二口的高度,产品称重,修理好的塑胆桶口上安放专用防尘罩后放在待检区。
3、后整理检验:专职检验工在专用灯具下对每一只产品检查桶体上是否有气泡,穿透性杂质,灌注口与排气口的合缝线处是否有气泡孔洞,如发现桶内有细小杂物,就用防静电布粘出来,然后将配件用气枪吹干净后装配,放入专用袋内入库。
4、巡检:按规定对最小壁厚、桶口高度、质量、容量进行检查。
四、200升内胆的生产对设备与模具的要求
1、设备
200升内胆一般在4.0~5.0KG左右,根据灌装物性能以及用户特殊要求,因此对吹塑机,挤出量,储料容积,开合模,模板尺寸均有一定的要求,以通常生产用PXB-100N为例,具体参数如下:
| (1)螺杆直径 |
100mm |
(2)螺杆管径比 |
28 |
(3)塑化能力 |
160kg/nr |
(4)锁模力 |
440/880kn |
(5)模间距 |
600~1400mm |
(6)模板尺寸 |
900×1400mm |
(7)模具厚度 |
610~750mm |
(8)储料缸口容积 |
15L |
2、模具
200升内胆模具采用全钢,全铝合金,钢合金复合作为开制材料,以全铝合金铸造材料为佳,其形状有整体式,混合式两种,以整体式为佳。
模具与塑胆的关系:模具与塑胆之间最直接的关系应该是塑胆的结构了吧,毕竞如果塑胆结构本身存在的缺陷,是其他无法弥补的,其次,模具的冷却对产品的成型有着重要的影响,模温控制过低,塑料冷却过高,冷却时间延长,生产周期增加,如果冷却程度不够,则容易引起制品脱模变性能,收缩率大和表面无光,并且,如果产品各部位冷却不一致,将会导致结晶度不同,从而产生内应力,如果模具排气差,也会造成产品表面无光泽,有麻坑。具体为:
(1)模具必须对冷却有极高要求,对稳定塑胆外形尺寸及提高效率具有较好的作用。
(2)模具上灌注口及排气口处材质要选用不易变形、磨损的材质,口部内外尺寸、质量直接关系到内容物料的密封性、配件与口的配合及与钢桶的良好配套。
(3)模具在拐角处必须有一定倒角,要保证一个适当的圆弧度。
五、200升内胆对原料的要求
另外,相对分子质量分布较窄时,材料力学性能较好,但熔体的弹性增加,易出现熔体破裂现象,相对分子质量分布较宽时,熔体流动性好,对成型加工有利,将不同牌号原料混用可达到要求。
高密度聚乙烯的结晶度为80%~95%,而随着结晶度的提高,产品的拉伸强度、刚度、硬度、耐冲击强度、耐热性、耐腐蚀性提高,但可渗透性与耐环境应力开裂行降低,我们认为,塑胆是钢桶的内衬,因此对力学强度的要求不需太高,但产品的柔性应提高要求,因为发生冲击、碰撞时,主要冲击力都会由钢桶吸收,作用在塑胆上的力已经分散了,若塑胆的柔性较高,将有利于力的传递,另外,我们作一比喻,一组是一块铁皮与木片叠在一起弯曲,一组是铁皮与纸张叠加,那么是木片易损还是纸长呢?
密度可作为柔化度的一个量度,也是结晶度的一个表征,一般内胆用HDPE密度在0.948g/CM3~0.968/CM3。
六、关于200升内胆的其他一些问题
露点温度:在空气中水的含量较大环境下,吹入模腔内的压缩空气中的水含量也会增加,在加上外部空气温度又低于塑胆内温度的状态下,塑胆内会产生粘附在内表面的水珠,这就是塑胆内露点温度较高。要解决这一问题,必须把压缩空气经超精密过滤自动排水过滤器(滤芯级别:0级0.04u),再经过冷冻干燥机后进入模腔内的管坯中,这样生产出来后的塑胆内露点温度能控制在2℃~8℃之间(露点仪检测),有效的解决了塑胆内因露点温度高而产生珠现象,因为有生物料与水份接触后会产生危险与变质的化学反应现象。
|

