|
激光焊接速度对焊缝显微组织的影响
于明志
【摘要】采用Q235钢为基础,利用激光焊接试验,分析探讨不同焊接速度对焊缝显微组织的影响。研究表明:激光焊接时,焊接速度对熔深和熔宽的影响很大,熔深和熔宽几乎与焊接速度成反比;功率一定,提高焊速,熔深减小,因为焊接热输入下降;当焊速过低时,熔深不会再明显增加,而焊缝变宽。
【关键词】激光焊接,组织,焊接速度
激光焊接是一种高能束的焊接方法,可用于两种超薄件的焊接,也可焊接厚大件,特别适用于异种难熔材料和稀有金属的焊接。激光焊接与其它传统焊接工艺相比,有着许多优点。其最主要的优势之一就是能够将激光束集中于非常狭小的区域,从而产生高能密度的热源。集中热源快速扫过被焊接缝,在这方面,激光焊接可与电子束焊接相比拟,但激光焊接却有着优于电子束焊接的特点,即激光焊接可在大气压下进行,而无需真空室。鉴于此,本文采用激光焊接方法,讨论焊接速度对焊缝显微组织的影响,为相尖科研人员提供参考。
1、实验方法
选择工业应用广泛的Q235钢,其强度和塑性较好,具有良好的焊接性能,将Q235钢加工成六组尺寸为60mm×55mm×2mm钢板。焊接工件台采用Siemen 820N(GA3)模块数控系统进行四轴(X、Y、Z轴及回转轴)三联动控制。采用两台上海雷欧激光设备厂制造的2.5kw横流CO2激光器系统串联,实际输出功率为1.2kw。焊接镜头采用抛物面铜镜反射聚焦系统,焦距f=175mm。在一定激光输出功率和离焦量情况,分别采用不同激光焊接速度(0.2mm/s-1.4mm/s)对试件进行焊接工艺试验。焊后按照金相试样的制取标准和步骤,分别从焊件上制取金相试样(规格为12mm×12mm×2mm),最后在MM6型卧式金相显微镜下观察其热影响区,对焊缝显微组织进行对比分析。
2、实验结果与分析
本实险的焊接装置由激光器、导光系统、聚集系统、冷却系统、工件装夹装置、配气及工作台等部分组成。采用两台上海雷欧激光设备厂制造的2.5kw横流CO2激光器系统串联,实际输出功率为1.2kw。进行焊接时设定率为800W,主要用于焊接,光束直径23mm,激光器输出以基模为主,模式稳定,输出激光经反射镜转折,再经砷化镓透镜聚集,聚集后的激光束扫描焊接接头。
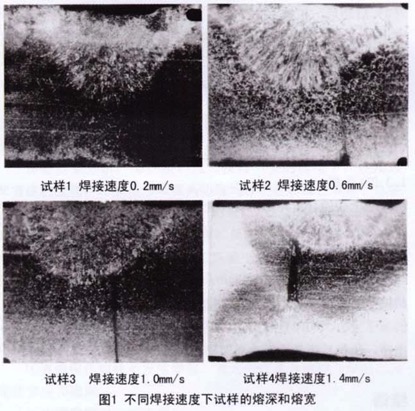
图1列出了不同激光焊接速度下焊缝金相显微组织,通过计算得出表1中的数据,由此我们可以作出在一定功率和一定离焦量的情况下,熔深和深宽随焊接速度的变化规律
根据标尺计算试样的熔深和熔宽可得数据如表1所示。
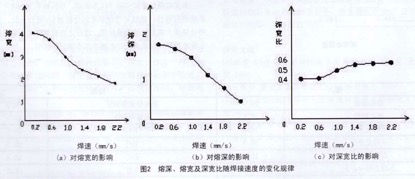
本实验用的激光器激光模式好,在800W激光功率时,即能进行基于小孔效应的深熔焊接,当焊接速度为1.4mm/s时,激光单面焊接的焊透深度即达1mm,若采用激光双面焊接,可完全焊透。以焊接速度为横坐标,熔深、熔宽以及深宽比为纵坐标,我们可以得出熔深和熔宽比随焊接速度变化的规律。从而,我人可以直观的看到他们之间的函数关系。
深熔焊时,焊接速度对熔深和熔宽的影响很大,熔深和熔宽几乎与焊接速度成反比。根据实险发现,当材料一定、功率一定时,为保证焊接质量,存在一个所允许的最大和最小焊接速度(即焊接速度范围)。焊接速度范围随板厚的增加而减小,在此范围以外,不能进行深熔焊。过高的焊接速度会导致焊不透,而过低的焊接速度则会使材料过度熔化、烧伤和焊穿。所以,确定焊速的上限是为了防止金属未焊透和自淬速度过快以至于不能流动和融合,否则熔化金属会趋向与沿着被焊工件顶端形成焊珠。而焊接速度下降时,过量的热传导引起焊道向两侧扩展,热影响区扩大;吸收过多的热量还会引起材料局部蒸发损失。
结语
激光焊接时,焊接速度对熔深和熔宽的影响很大,熔深和熔宽几乎与焊接速度成反比。功率一定,提高焊速,熔深减小,因为焊接热输入下降。当焊速过低时,熔深不会再明显增加,而焊缝变宽。因而,在一定速度范围内,功率一定,熔深及焊缝宽度随焊速的加快而减小,焊缝热影响区也会随焊速的降低而变大。随着焊速的提高,焊缝金属减少,对母材的热作用减弱。根据实验还可以得知,在材料一定,功率一定时,为保证焊接质量,存在一个所允许的最大和最小焊接速度。
(本文摘自《中国包装工业》2015年11月号)
|

