|
高性能桶塞上盖机的研究和应用
日本新日钢桶有限公司
译/孟玲美
一、目的
1、剔除有缺陷的配件和对角线超差的桶盖(制造一台合适的设备)。
2、使桶盖拧紧力矩稳定,并对参数进行管理分析(制造一台最终的拧盖设备)。
发展背景:
|
1980s |
1990s |
2000s |
2010s |
配件 |
手动操作 |
1998年通过工具操作 |
2002年内部开发的改进版 |
2012年研发新设备 |
第一次的拧紧设备 |
1988年安装在松下研究所 |
→ |
→ |
→ |
最后的拧紧设备 |
1988年安装在松下研究所 |
→ |
→ |
2010年新设备的研发 |
开发的设备正在每一个工厂开始安装。最终的拧紧装置和设备配件分别于2010年8月和2012年3月,被安装在Sagamihara工厂。最终拧紧设备于2012年2月安装在Sanyo工厂。
当然,Osaka工厂和Nagoya工厂也预定安装这些设备。
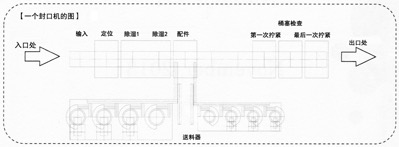
二、桶塞上盖设备
1、发展背景
(1)以前的设备的结构和问题
① 这个活塞装置的小机构,非常的实用。
② 这个设备不能处理倾斜的法兰。
③ 活塞和桶口法兰中心对齐不太准确。
(2)对于以前设备结构的改进。
① 更加实用的活塞装置小机构。
② 由于采用了球形的转动装置,能够处理倾斜的法兰。
③ 依然不能使活塞和法兰准确的中心对齐。
2、正确使用的三大条件
以往的经验提示我们,有三个条件影响着设备的正确使用:
① 一定要跟踪检测法兰的情况,一般的倾斜都是由于桶顶翘由造成的。
② 排除法兰与桶塞中心不能对齐的主要问题。
③ 对活塞的压力大小进一步优化。
对此,需要研发一个设备解决上述三个问题。
3、设备改进后与改进前的比较
| 项目 |
改进前的设备 |
稍做改良的设备 |
改进后的设备 |
处理法兰倾斜 |
无法处理 |
球形驱动的自动对中机构 |
在主驱动机构中可以修正法兰的倾斜装置 |
防止中心错位 |
不能防止 |
不能防止 |
从X、Y轴方向自动纠错。可以防止中心错位 |
优化活塞的压力 |
上盖装置使用一个弹簧,在弹簧上有一个活塞芯 |
上盖装置使用一个弹簧,在弹簧上有一个活塞芯 |
使用气缸代替弹簧,通过恒定气压自动平衡活塞压力 |
4、设备研发简介
【法兰倾斜的跟踪】
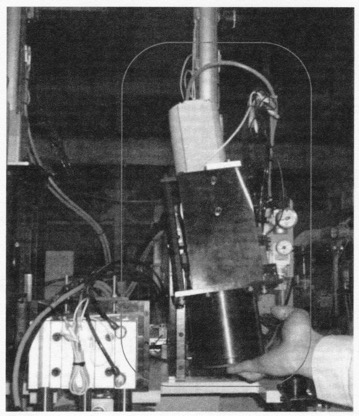
(1)将上盖装置与升降装置分开,使主盖装置可以沿着桶顶表面倾斜。
(2)使上盖装置在桶顶垂直方向上可上下移动。
(3)最后,使上盖装置与倾斜法兰呈垂直状态。
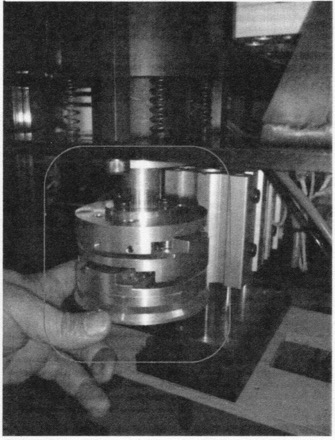
【防止中心错位】
桶塞旋转的部分包括三层,包含带辊的X、Y方向导向装置。使活塞中心向法兰中心位置3mm范围内滑动。
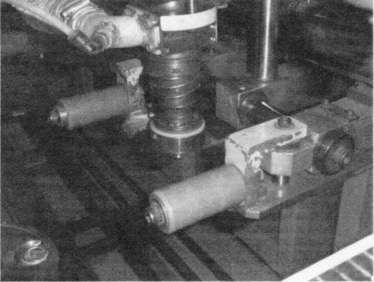
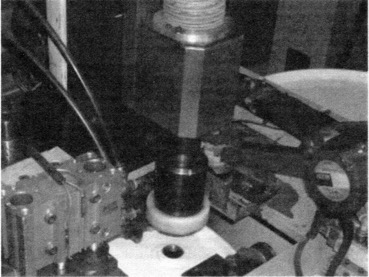
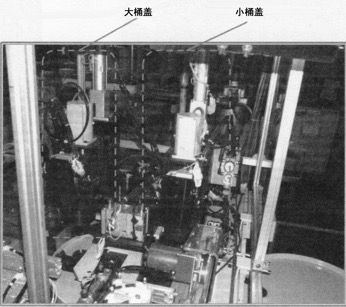
上盖装置
装置内部
【优化活塞的压力】
通过安装有专用升降缸的旋转轴,合并两个监测机构和三个电磁阀,使压力可以自动调整。
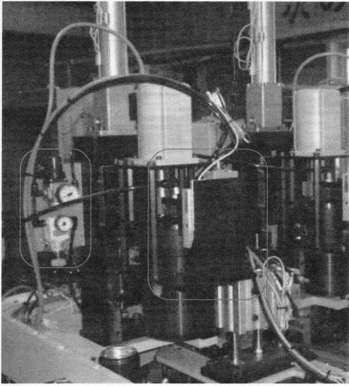
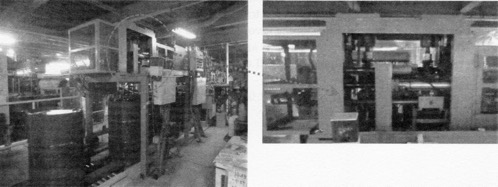
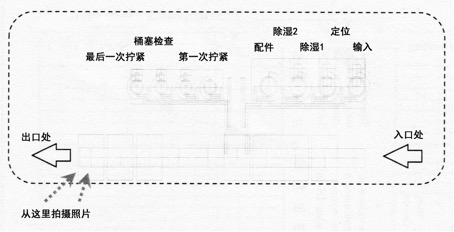
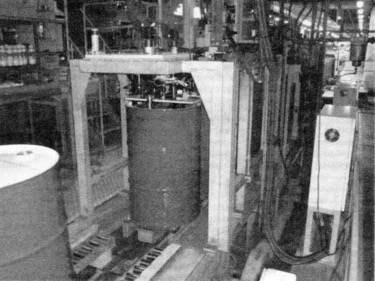
5、在线安装
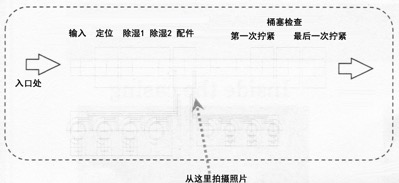
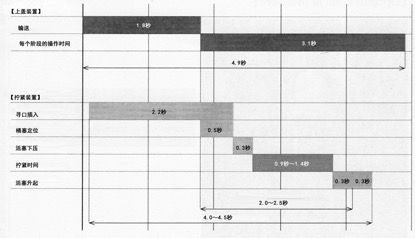
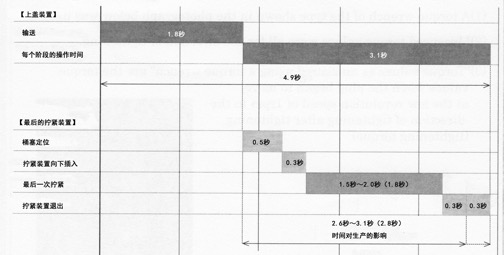
6、时间图
7、总结
(1)上盖缺陷率
从2%降低到0.1%。
(2)可以确认,通过符合三个条件的硬件的正确安装,在开发的初期时间已经交付使用。
三、桶塞最后拧紧设备
1、发展背景
以前设备结构上存在的问题
(1)通过调整气缸上的弹簧来调节拧紧扭矩的大小。
(2)存在问题
① 扭矩大小不能够定量设置。
② 因为在用户使用中扭矩不确定的变化,所以有关桶塞松动质量问题会经常出现。
因此需要研发具有扭矩反馈控制的设备。
2、改进前后设备的对比
| 项目 |
改进前的设备 |
改进后的设备 |
设备 |
扭矩通过调整气缸的弹簧来调节 |
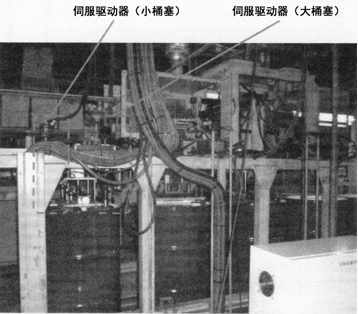
电控伺服驱动器 |
拧紧力矩设置 |
不能定量设置 |
可以进行定量设备 |
扭矩变化 |
空气压力对设备感知扭矩的变化影响非常高 |
相对于重复实现的扭矩,控制精度比较高 |
扭矩数据保存 |
因为不能获得扭矩的数据,所以不能保存和检测 |
能够获得并存储数据,并能批量管理 |
扭矩误差检测 |
由于设置了扭矩大小的限制范围,因此可以检测误差的大小 |
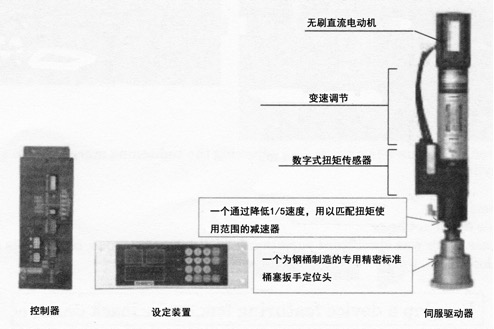
3、改进后的设备简介
特点:当拧紧完成时,扭矩会反馈系统,系统给出最大扭矩值,设定的值和实际值分别显示。使用可变速度调节器,转速随扭矩的变化而变化。可以对各种不同尺寸的钢桶产品及不同的桶塞类型进行工作。
控制器可以连接到PLC或触摸屏进行操作。
拧紧精度:1%FS→50N?m×1%=±0.5N?m
最小输出设备:0.01N?m
4、检查伺服拧紧设备的精密度(离线测试)
(1)橡胶密封圈
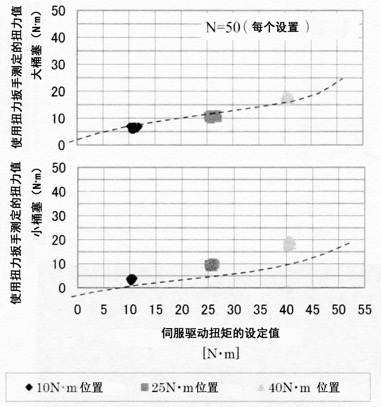
(2)弹性塑料密封圈

① 拧紧扭矩的实际数据可以被再现,并且能记录每一个小的变化。
② 扭矩的同一组数据表明,实际上,橡胶密封圈比弹性塑料密封圈扭矩小一些。
③ 根据与设定值相比的实际数据,分别绘制一个橡胶密封圈和弹性塑料密封圈的线性曲线。
可以确定,扭矩重复精度高,该设备是有效的。
【参考】使用扭力扳手进行扭矩测量的说明:
① 测量用的是下列照片中所示的扭力扳手类型。
② 测定扭矩值都采用桶塞紧固的方向。
③ “采用扭力扳手测定扭矩值”是当拧紧头开始以1rpm的低转速来移动桶塞时,在紧固方向上的扭矩值。
5、在线安装
6、时间图
7、在线扭矩精度
改进后大大地减少了扭矩的变化
桶塞
(垫圈的不同类型) |
标准拧紧力矩 |
设备改进之前的扭矩 |
改进之后的变化 |
弹性塑料垫圈 |
大桶塞:20±5N?m |
11.5N?m |
2.0N?m |
小桶塞:13±6N?m |
11.0N?m |
2.5N?m |
橡胶垫圈 |
大桶塞:14±5N?m |
10.5N?m |
2.5N?m |
小桶塞:12±6N?m |
15.5N?m |
3.0N?m |
7、总结
质量方面的改进:
(1)拧紧装置是可以控制和设置的。
(2)拧紧力矩稳定可靠。
(3)可以进行数据管理。
提高质量,并可纳入一个强大的质量管理体系中:
(1)扭矩稳定
拧紧扭矩可以根据不同类型的桶塞进行设置,并可以进行速度的控制和设定。
空气压力和机械精度的变化因素对扭矩不产生影响,而且扭矩值的精度偏差可重复调整。
(2)可以保存扭力数据
可以保存大量的扭据数据,从而可以对定量值和趋势进行管理。
(3)对拧紧扭矩误差的检测
能够设置最大和最小扭矩的范围,超出范围会发出警告,并指明有缺陷的钢桶。
|

