|
钢桶环筋缺陷原因分析及解决方案
雷明举 郎强
钢桶桶身的型式多种多样,根据国家标准对在桶身型式的规定,桶身主要包括只具有环筋、只有全波纹、或者同时具有环筋和波纹三种型式。环筋和波纹是桶身上的常见结构,所谓环筋,是指在钢桶生产中使桶身上形成凸或凹的环形结构,从而来增加钢桶的刚度和强度的加强筋,而波纹是指连续凸凹的的小环形加强筋。
根据外形结构的不同,环筋可以分为普通环筋和“W”型环筋。如图1所示,为普通环筋和“W”型环筋的外形结构图。
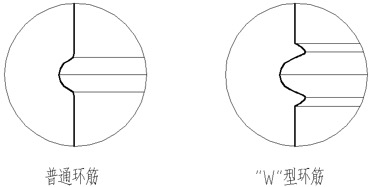
图1 普通环筋和“W”型环筋的外形结构图
钢桶在装卸和运输的过程时,桶身之间会因摩擦而损坏,造成液体盛装物渗漏。由于“W”型环筋钢桶与普通环筋钢桶因具有不同的外形尺寸,使得他们在运输过程中摩擦点不同,造成磨损的程度也不同。如图2、图3所示,分别为“W”型环筋钢桶运输摩擦点与普通环筋钢桶运输摩擦点。
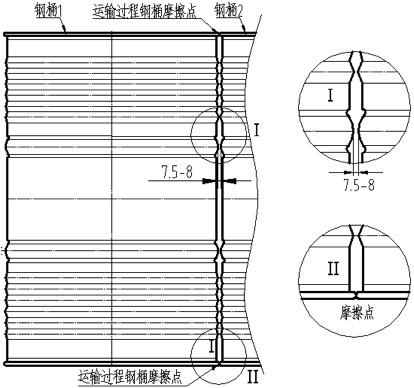
图2 “W”型环筋钢桶运输摩擦点
图2可知,“W”型环筋钢桶在运输过程中摩擦点主要在桶顶与桶底的卷边处,在“W”型环筋处因盛装物震动发生变形,也会产生轻微摩擦,但磨损程度较小,发生渗漏的情况较少。
图3所示普通环筋钢桶在运输过程中,摩擦点位于环筋处,环筋与环筋之间存在硬摩擦,使磨损严重,渗漏严重。
“W”型环筋具有更大的强度,外表美观,具有国际统一内径,外径尺寸能有效减小钢桶之间的摩擦,适合集装箱运输,所以近年来在我国石油化工系统已经有了广泛的应用。
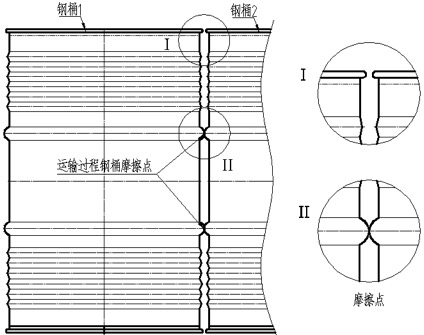
图3 普通环筋钢桶运输摩擦点
随着“W”筋在钢桶上应用的普及,“W”筋的质量缺陷也逐渐在生产中显现出来,常见的缺陷主要表现为环筋表面凸凹点、撕裂、“W”形态出现双重筋等。造成这些缺陷的原因有很多,工艺方法和设备情况都都会对它产生影响。本文将主要通过“W”筋的成型原理及生产工艺过程来分析产生的原因。
“W”筋的成型工艺方法有两种,一种是用滚压筋机在桶身上滚压形成W环筋,另一种是通过胀形机在桶身上胀出一定高度环筋,再滚压形成W环筋。
这两种方法均属于金属冷加工工艺。由于金属材料经过滚压成形应力分布变得均匀,晶粒沿变形最大方向伸长产生纤维组织,使材料由各向同性变成各向异性,材料的强度和硬度都有显著提高。滚压成形具有自身独特的优点,所以国内多采用滚压成型的方式加工,本文探讨的即为滚压成型中环筋的缺陷。对于桶身具有环筋和波纹的钢桶,其环筋和波纹的滚压成型原理如图4所示。
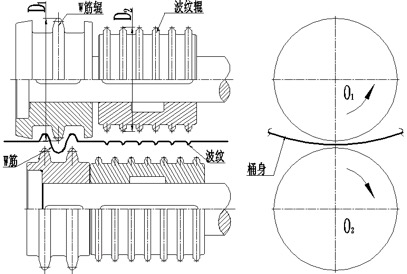
图4 环筋和波纹的滚压成型原理图
滚压筋机通过上下“W”筋辊和波纹辊挤压桶身,使桶身在压辊接触部位沿压辊法线方向发生局部塑性变形,同时上下滚轮做主动旋转,在摩擦力作用下带动桶身做同步转动,从而形成W环筋。
国家标准对钢桶环筋及波纹都有规定,如图5所示为“W”型环筋及波纹标准尺寸图。根据标准尺寸可知,环筋比波纹高度大2mm,由环筋和波纹的滚压成型原理可知,“W”筋辊必须大于波纹辊直径大,才能满足工艺要求,在企业生产中,这一值大约为4mm,即在本文图中取D1-D2=4mm。由于“W”筋辊与波纹辊安装在同一个轴上,它们在滚压过程中角速度相等,线速度不等,当压辊轴转动一周时,“W”筋辊将比波纹辊转动的圆周线要大,多转动的圆周线长为:l=π(D1-D2)≈3.14×4mm =12.56mm。这样“W“筋辊与波纹筋辊转动过程中圆周长度出现不同步性,导致“W”筋与波纹筋之间有相对运动,从而产生了一定的扭矩,还会造成W筋滚与钢桶桶身板材产生强度摩擦,造成钢桶桶身W筋处由于圆周线不同,产生一定的摩擦铁屑。
由于当压辊轴不断转动,积累的扭矩越来越大,在压辊与桶身处的摩擦力也越来越大,使桶身在与压辊的接触部位沿压辊切线方向的变形越来越大,滚压成型的环筋形成凸凹不平的凸点。当变形产生的拉力超过金属材料的抗拉极限时,滚压成形的环筋就会被撕裂。同时,环筋与波纹筋之间形成的扭矩会使滚压过程的震动增大,使“W”筋与波纹筋形态不完整。
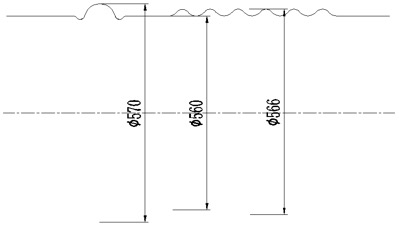
图5 “W”筋及波纹”标准尺寸图
由上述分析可知,“W”筋与波纹筋,因为两压辊滚压线速度不同步,压辊与桶身产生摩擦过大造成的。为了解决这个问题,可将“W”筋压辊由两个均为主动辊改为一个为主动辊,一个为被动辊,例如将上“W”筋压辊由键连接改为由轴套连接,使上“W”筋压辊与传动轴之间有滑动。如图所示为上“W”辊改为轴套连接结构滚压示意图
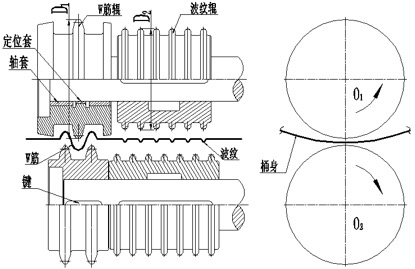
图6 “W”辊为轴套结构的滚压示意图
通过改变“W”筋辊的连接方式,有效减少”W筋与波纹筋的缺陷,减少了摩擦铁屑的产生,使得钢桶内的内洁度得到一定的提高,消除了W筋环筋处凸凹点的产生,解决了生产工艺上的工装设计的不足。
|

