|
钢桶涂装前处理技术的发展
杨文亮

杨文亮在第五期制桶技术培训班上讲课
钢桶涂装及涂装前的表面处理,历来都是环境污染的重要来源。涂装前处理的污染主要是水污染,涂装处理的污染主要是大气污染。近年来我国经济发展迅速,同时也带来了严重的雾霾和水污染。媒体人柴静的调查报告《穹顶之下》在全国掀起了一场环保风暴。今天,政府和民众都在积极地为环境的改善做着努力。
钢桶涂装前处理,是为了在钢桶表面建立一个良好的涂装基础,有利于提高钢桶表面的油漆附着力和漆膜质量,这是众所周知的。但是由于废液的排放,对环境造成了严重的污染,所以近年来,表面处理的技术一直在进步。今天,我们着重介绍目前最前沿的钢桶涂装前处理的技术。
一、前言
在涂装钢桶时为了增强涂层与钢桶表面附着力和耐腐蚀等性能,磷化处理技术已经有100多年历史。它是一种机械键力的方法,磷化膜使涂层与钢桶表面形成表面粗糙度或基体锚状结构有关的嵌锁作用的机械力。下图为锌系磷化膜与钢桶表面的示意图。
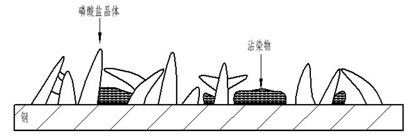
在磷化表面磷化含高和低的表面污染物
磷化后钢桶表面粗糙度增加,比表面积增大,涂层与磷化膜象锚状结构结合,可以十分显著地提高了涂层与基体的附着力。为了提高磷化膜的耐蚀性能,通常还采用了六价铬钝化封闭处理。
由于磷化处理过程中存在表调的碱金属磷化钛盐废液,磷化废液含有磷酸、硝酸等毒害的重金属离子(如Ni2+、Mn2+、Ca2+、Cu2+等)、亚硝酸盐促进剂及磷化残渣,钝化废液含有致癌物质的六价铬,造成严重的环境污染。
随着工业化生产要求,节能减排的环保要求,对涂装前处理工艺、提高热效率,逐步实现零排放,是涂装前处理技术发展的方向和趋势。
二、磷化处理
1、什么是磷化?
钢桶在含有磷酸盐的溶液中进行处理,形成金属磷酸盐化学转化膜,这一工艺过程称之为磷化,所形成的金属磷酸盐转化膜称之为磷化膜。
2、磷化的目的
漆前磷化的目的主要是:给钢桶表面提供短期工序间保护,在一定程度上防止钢桶表面被腐蚀;提高漆膜层的附着力与防腐蚀能力。
3、磷化的原理
磷化过程包括化学与电化学反应。磷化成膜过程主要是由如下4个步骤组成
a.酸的浸蚀使钢桶表面H+浓度降低
 (1) (1)
b.促进剂(氧化剂)加速界面的H+浓度进一步快速降低
[氧化剂]+[H] →[还原产物]+H2O
Fe2++[氧化剂] →Fe3++[还原产物] (2)
由于促进剂氧化掉第一步反应所产生的氢原子,加快了反应(1)的速度,进一步导致钢桶表面H+浓度急剧下降。同时也将溶液中的Fe2+氧化成为Fe3+
c.磷酸根的多级离解
 (3) (3)
由于钢桶表面的H+浓度急剧下降,导致磷酸根各级离解平衡向右移动,最终会离解出。
d.磷酸盐沉淀结晶成为磷化膜
当钢桶表面离解出的与溶液中(金属表面)的金属离子达到溶度积常数Ksp时,就会形成磷酸盐沉淀,磷酸盐沉淀结晶成为磷化膜。
 (4) (4)
 (5) (5)
磷酸盐沉淀与水分子一起形成磷化晶核,晶核继续长大成为磷化晶粒,无数个晶粒紧密堆集形成磷化膜。
4、磷化工艺
磷化工艺的制订,与钢桶表面状态不同而不同,对于无锈蚀的钢桶表面:
(1)除油脂→水洗→磷化→水洗→(钝化→水洗)→干燥
(2)除油脂→水洗→表面调整→磷化→水洗→(钝化→水洗)→干燥
对于有锈蚀的钢桶表面:
(1)除油脂→水洗→酸洗除锈→水洗→(中和)→表面调整→磷化→水洗→(钝化→水洗)→干燥
(2)除油除锈“二合一” →水洗→(中和)→表面调整→磷化→水洗→(钝化→水洗)→干燥
5、处理方式
钢桶磷化处理,多数采用全喷淋方式:用泵将液体加压,并以0.08~0.2MPa的压力使液体形成雾状,喷射在钢桶工件上达到处理效果。由于喷淋时有机械冲刷和液体更新的作用,因此处理速度加快、时间缩短,生产线长度缩短,相应节省了场地、设备。
6、铁系磷化与锌系磷化
新型常温锌系除油磷化,彻底克服了传统工艺除油、磷化容易串液,能源浪费严重,产品消耗量大等缺陷。提高了产品质量及工作效率,真正实现了节能减排。磷化前无需除油,实现了除油磷化一次完成。形成的磷化膜均匀致密,且油漆附着力强。溶液沉渣少,不易堵喷头。并能很好的将油垢漂浮在溶液上。使溶液保持清洁耐用。
铁系磷化剂的突出特点是稳定性好,即使零件污染不太干净也不会影响使用效果。槽液易于维护,操作方便。生产成本低,具有优异的性能价格比,但耐盐雾性能差。抗弯曲、抗冲击性能好,膜层不易变型。单组分,不需要表面调整,促进剂。对基材适用性强。稳定性好,即使零件污染不太干净也不会影响使用效果。
锌系磷化剂的突出特点是磷化时间短,沉渣少,用量少,处理面积大,成本比铁系磷化稍高。锌系磷化剂形成的磷化膜结晶致密、均匀,外观呈浅灰色或深灰色,表面无挂灰、返白现象。磷化膜与基体附着力强,耐腐蚀性和耐冲击性能显著。真正室温磷化,全年无须加温,不须加温设备,0℃状态(25分钟)都可完全成膜,低温低渣。
磷化方式 |
常温锌系磷化 |
中温铁系磷化 |
磷化膜电晶图 |

晶粒细小,致密 |

晶粒粗大,疏松 |
表面状态 |

发灰 |

发蓝 |
涂膜附着力 |
非常好 |
较好 |
是否加热 |
磷化液可不加热 |
液化液需要加热 |
生产成本 |
成本稍高 |
一般 |
防锈效果 |
很好 |
一般 |
三、锆化处理
1、简介
锆化处理也称陶化处理。纳米无磷环保陶化剂又称锆钛化成剂,是一种反应性的化学处理,适用于冷轧钢板、镀锌板、铝的表面处理,在钢桶表面形成一种金黄色或蓝紫色纳米陶瓷的薄膜层。锆化剂不含重金属、磷酸盐和任何有机组分,符合欧盟环保要求,是一种常温或降温处理的环保节能型涂装前处理剂。环保陶化剂能够提高喷涂钢桶的耐腐蚀性,优胜于传统的铁系磷化,与锌系磷化膜性能相当。
2、特点
(1)室温(20-30℃)不需要加热,处理时间短,不需要封存,不需要表调,不需要增加废水处理成本,环保节能。
(2)无磷酸盐,无COD/BOD(水体污染),无重金属,较少的化学处理,无渣,排除除渣的操作。
(3)环保陶化剂是锆系,也是目前比较成熟配方;裸膜层防锈性好,涂层附着力、冲击力,及耐盐雾性能(>500h)强等特点。
(4)锆化处理后的工件颜色与磷化时间的长短相当,时间加长得到的膜层颜色从无色-淡黄色-金黄色-蓝色,各种颜色均为有效膜层。
(5)适用于喷淋处理工艺。
3、成膜机理
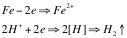
锆化技术采用氟锆酸作为主剂,利用氟锆酸的水解反应在钢板基材表面形成一种化学性质稳定的无定型氧化物转化膜;转化膜依靠锆化物与钢板基材牢固结合,同时,依靠锆化液中的高分子化合物与涂层强烈结合,从而获得高性能的钢板表面皮膜,从而达到优异的附着力和防腐能力。其在冷轧板上的成膜机理如反应方程式如(1)、(2)所示:
Fe+3HF←→FeF3+3/2H2 (1)
H2ZrF6+2H2O←→ZrO2+6HF (2)
通过反应方程式(1)的腐蚀反应,HF被消耗,使反应(2)的平衡向右移动形成ZrO2,膜的主要成分以Zr的氧化物和氢氧化物。在此过程中,Zr的氧化物和氢氧化物的羟基可与高分子化合物结合,常温下可形成纳米尺寸厚度的有机-无机杂化膜。该技术采用锆化液替代磷化液对钢板表面进行预处理,省略了磷化工艺中对槽液进行加热处理的升温环节,降低了能耗。
4、锆化的优势
(1)无磷,不含有毒性的重金属成分
(2)与传统的油漆和粉末涂装相匹配
(3)现有的前处理生产线可符合生产
(4)替代铁系磷化和锌系磷化
(5)较短的处理时间(>30秒)
(6)常温下操作
(7)无需表调
(8)几乎无沉渣
(9)对环境友好

钢桶锆化后表面发黄
5、工艺流程
传统磷化工艺通常为:
预脱脂→脱脂→水洗→水洗→表调→中温磷化(需加热)→封闭→水洗→水洗→水洗→水洗→干燥
采用锆化工艺技术,其工艺通常简化为:
预脱脂→脱脂→水洗→水洗→常温锆化液处理(无需加热)→水洗→干燥
6、铁系磷化与环保锆化的对比
| 处理类型 |
铁系磷化 |
环保锆化 |
典型处理剂 |
磷化剂L-990 |
环保锆化剂LT-2300 |
配槽量 |
5% |
2.5% |
日常添加 |
300桶/每25公斤 |
750桶/每25公斤 |
控制指标 |
总酸:19点,PH值:2.5 |
AZ:10点,PH值:5.6 |
温度 |
42-45℃ |
15-30℃ |
时间 |
1-3分钟 |
30秒-1.5分钟 |
更换频次 |
2个月 |
6个月 |
污水处理 |
需要去磷,凝聚,中和 |
直接排放 |
单只钢桶处理成本 |
0.85元 (不含除油) |
0.75元 (不含除油) |
处理数量(每1万只桶) |
850公斤 |
350公斤 |
除油成本(每1万只桶) |
6000元 |
6000元 |
综合成本(每1万只桶) |
14280元 |
13650元 |
7、总结
(1)环保锆化比铁系磷化综合成本低。
(2)环保锆化无渣,不堵喷嘴,易清槽,比铁系磷化好管理。
(3)铁系磷化需要废水处理。
(4)环保锆化处理温度低,比铁系磷化节能。
四、无磷转化处理
无磷转化处理是采用无磷转化剂对钢桶表面进行处理,这是一种环保型处理剂,不仅能在常温下使用,而且处理过程中不产生任何沉渣,具有环保、高效、节能等优势。

无磷转化处理后,钢桶表面颜色不变
1、基本性能
无磷转化剂在处理钢桶过程中,会在钢桶的内、外层表面形成纳米级薄膜层,该膜兼顾了增强桶外油漆与基材的附着力和桶内壁裸膜的防锈能力。其裸膜颜色为冷轧板本色,均匀、致密、无杂色,感观上看起来很舒服,尤其适用于高清桶,同时对外涂桶、内外涂桶的油漆同样具有很强的附着力。
2、无磷转化膜反应机理
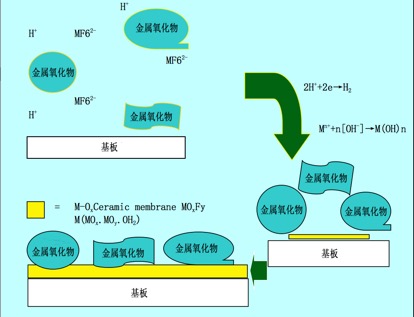
目前常用的一种无磷转化膜,是属于溶胶-凝胶法处理法,它是用含高化学活性组分的化合物作前驱体,在液相将这些原料均匀混合,并进行水解及缩合化学反应形成稳定的透明溶胶体系,溶胶经陈化胶粒间缓慢聚合,形成三维空间网络结构的凝胶,凝胶网络间充满了失去流动性的溶剂,形成凝胶。这些凝胶经过干燥、烧结固化可制备出纳米结构的材料。
网络状凝胶粘附在钢桶表面
无磷转化剂在清洁的金属表面与金属发生缩合反应,形成化学键合,在助剂中,金属离子的作用下进而形成胶体,并以胶体的形成沉积,在工件表面形成转化膜,该转化膜具有很高的不溶解性和良好的耐腐蚀性能,并能为基材的后续涂装提供优异的附着力。
另一种无磷转化膜是属于过渡金属转化膜,前面谈的锆化是其中的一种。
3、处理工艺
(1)无磷转化处理工艺流程:
脱脂→水洗→无磷转化→水洗→(去离子水洗)→烘干
(2)无磷转化剂使用方法
工件经过碱洗、水洗(去氧化膜),浸泡浓度为2.0%~5.0%的无磷转化剂喷淋处理(处理液的PH值在4.0~5.5的范围内,喷淋压强0.08~0.12MPa)。经处理、水洗、烘干后涂装。
4、与传统处理方式的对比
锆化或陶化成膜颜色为黄色,虽然也环保,但表面看起来也不很舒服,不太适用于高清钢桶生产。锌系磷化成膜为灰色,铁系磷化成膜为蓝色,这两类产品一方面有沉渣,不环保,另一方面槽液参数控制难度很大,容易使成膜厚度、颜色、亮度等不均匀,影响美观度,高清度大打折扣,无磷转化膜为钢板本色,没有色差,能做到真正的高清。
5、环保与节能特点
相比于磷化液、锆化液等同类产品,无磷转化剂不含磷酸盐、亚硝酸盐、氟化物等污染物,不含镍、铅、铬等有害重金属,不含邻苯二甲酸酯等塑化剂类物质,安全、环保。在处理钢桶过程中没有沉渣等固态废物产生,固态废物排放比磷化液减少100%,液态废物排放比磷化液减少90%以上。国家《污水综合排放标准》中所列明的污染物,无磷转化剂从采用的原材料到产成品中都没有,是真正的环保类产品,并已被国家环保部列入《推荐使用先进环保产品目录》。在节能方面,无磷转化剂常温使用,无需加热,节省大量的能源消耗,为客户节省可观的能源成本。
6、总结
环保节能是大势所趋,相比于传统的锌、铁系磷化、锆化等技术,无磷转化处理在钢桶的高清美观度、油漆附着力、环保、节能、成本等方面均占明显优势。
|

