|
减少用材厚度 提高缩颈钢桶包装可靠性
马玉明
【摘要】作者通过大量的生产实践经验和详实的数据,从金属材料学、钢桶结构、技术及工艺,以及对钢桶发生事故时的受力分析等方面,阐述了钢桶发生事故的主要原因,针对主要原因提出了用缩颈技术实现减少材料厚度,提高钢桶可靠性的目的。
【关键词】钢桶缩颈技术
提高可靠性的方法多种多样,比如:增加材料的厚度,用高材质代替低材质,或者,干脆用新产品替代老产品。这里所要阐述的是减小材料厚度,提高或确保可靠性的技术或工艺。这种技术和工艺的方法,在生产实践中的应用是比较多的。在飞机制造业,大量使用钛合金,又为了减轻重量,把零件的内部加工成“蜂窝”状,换个说法,减小了材料厚度,大量应用加强筋,增加或保证相同强度,提高了可靠性。此种方法,在机械制造的其它许多方面有大量运用,比如铸造的加强筋,冷冲压的凸凹台等,都是减小材料厚度,增大强度,提高可靠性的成功范例。在制桶业,因钢桶用材属薄型材料,加之钢桶形状的简单,此种方法成立吗?
钢桶是用来盛装危险物品运输和销售的,盛装物的安全与否主要由钢桶的可靠性来保证。在同样材质,同等材料厚度和同等使用条件前提下,闭口或中开口钢桶的可靠性高于直开口钢桶,因而盛装物的安全性远远高于后者。可靠性是钢桶质量的重要指标,在国家标准中以跌落试验为检查根据。可靠性最差的部位,对闭口钢桶和中开口钢桶而言,并不明显,桶盖桶底盖与桶身咬合在一起,形成一体;对直开口钢桶而言,桶底与桶身咬合在一起,形成一体,待钢桶盛装危险品后,桶盖才盖上,与桶身的连接靠桶箍,所以直开口钢桶可靠性最差的部位在桶盖与桶身桶口结合的地方。特别是在减小了用材厚度后,这一矛盾更加突出。一般情况,盛装危险物的钢桶发生坠落或受到冲击力时,桶盖与桶身容易发生崩脱,即使有固连桶盖与桶身为一体的桶箍也不能保证,这样,危险物就从这一部位抛露,造成安全事故。具体说,不论减薄与否,直开口钢桶最危险的部位(也即产生崩脱的部位)是受冲击力点对面180°的地方和冲击力点两侧大约150°的地方。冲击力的着力点在含钢桶轴线平行的180°的轴剖面的对角线上。按国家标准及国际海运规则的规定,这一着力部位会才产生最大的变形,因而最危险。产生的原因多种多样,表面上看起来,是桶口、桶盖及桶箍的三者强度较小,承受不了如此的冲击力,细分析,实际是三者的强度强弱不等,可靠性下降造成的。桶口经扳边卷圆后,强度最大,其次为桶箍,强度最小的是桶盖。受冲击时,桶身首先变形,但变形最小;其次是桶箍,桶箍的变形在着力点处对桶盖与桶身的紧固还比较有利,但在对面180°处就比较松旷;再次是桶盖,桶盖的变形比较大。这样,变形大的桶盖就与变形小的桶身发生了分离,从松旷的桶箍处崩离出来,至于着力点处两侧150°的部位,则是在三者变形与不变形的中性处,桶盖的变形最大,故而从桶箍中崩离出来。所以,最关键的是保持桶口处三者的变形基本相等,才能保证三者不分离,因而也就不会发生事故。图一所示:
图一
那么,如何对钢桶技术或工艺的开发,在保证钢桶用材厚度减薄的前提下,在盛装危险物的钢桶发生坠落也即受到冲击力时,让该变形的部位(圆周方向)多变形,不该变形的部位(轴线方向)少变形或变形减小,从而达到提高这一部位可靠、安全的目的。“缩颈”就是这样一种技术和工艺。因而,减小用材厚度,提高直开口钢桶可靠性的关键就看“缩颈”技术开发的成功与否。
钢桶“缩颈”,通俗称之为“缩口”,就是对钢桶桶口(根据需要可“缩颈”顶部或底部,或者顶部底部同时“缩颈”直径经滚压加工或其它加工,使其直径缩小的一种成形方法。这一方法称之为“缩颈”技术。“缩颈”后的桶口直径(d)与桶身直径(D)之间形成一个差值(C),图二所示:
图二
C=D-d
通过大量试验,这一差值的存在,保证了“过渡部位”产生较多较大的变形,桶口和桶盖在圆周方向产生较多变形,在轴线方向产生较小变形,二者的变形基本相同,保证桶口与桶盖不发生崩脱。
图三
图三为按国家相关标准作破坏性的跌落试验。在相同的实验技术条件下,用相同材质的0.6mm和0.8mm分别制作50升的缩颈钢桶和直开口钢桶作对比性试验。结果发现,在作跌落试验时,缩颈钢桶在圆周方向上的变形明显大于直开口钢桶,承受力的面积较大;而在高度方向,两者的变形基本相同,从而证明了C值的作用。高度方向的变形基本相同,说明了不该变形的部位少变形,保证了缩颈钢桶与直开口钢桶在轴线方向上的强度相同,证明了在材料减薄25%的情况下,缩颈钢桶的可靠性并未减小;在圆周方向上的变形,缩颈钢桶明显大于直开口钢桶,说明了该变形部位的多变性,保证桶口和桶盖同时产生基本相同的变形,提高了整体可靠性,因而可用0.6mm 缩颈钢桶代替0.8mm 的直开口钢桶。
图四
图四为作180°直焊缝跌落试验时,0.6mm缩颈钢桶与0.8mm的直开口钢桶的变形基本相同。
用其它类型、不同容积的直开口钢桶作以上两项对比试验,钢桶的变形,材料厚度的减薄基本遵循上述规律;闭口桶、中开口桶的变形,材料厚度的减薄与直开口基本相同。
通过大量实践,C值取值范围10~25mm比较适合。钢板薄,C取较小值,取较大值时,易使桶身“缩颈”变形部位与不变形的“过度部位”拉伸变薄,反而降低整体强度;钢板厚,C值即可取较大值也可取较小值。
材料的厚度可减薄25%。但在生产实践中,选材厚度一般比原材料减薄15%~20%处理,预留一定的余量。
缩颈钢桶技术适应国家标准推荐的各类制桶板材,厚度0.5~1.4mm。
桶身“缩颈”前后的形式如图五所示:
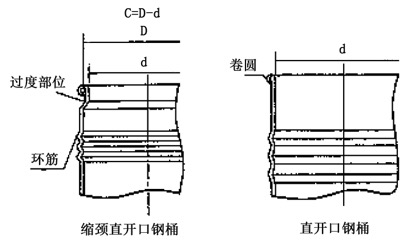
图五
钢桶通过“缩颈”后,整体可靠性为什么增大了呢?那得从制造钢桶的材料(主要是桶身材料)和钢桶的结构说起。
一、从钢桶制造材料看。
在金属学中,把含碳量小于0.20%的碳钢叫做低碳钢,用低碳钢制作的薄钢板称为低碳薄钢板。低碳薄钢板依据所含有害杂质(P、S)及非金属夹杂物的多少分为普通碳素结构钢和优质碳素结构钢。前者的有害杂质(P、S)及非金属夹杂物较多,最典型的是A3薄板,只能用来制造一些要求不高的杂钢桶;后者的有害杂质(P、S)及非金属夹杂物较少,机械性能优良,最典型的是ST12、08F 等,大量用于制造要求比较高的钢桶,且具有足够的强度和刚度,并具较低的成本和良好的加工性能。
制造钢桶的优质碳素结构钢除要求有一定的强度外,尤其要求有较高的塑性、良好的焊接性和工艺性,这样才容易制成各种形状的钢桶,满足使用要求。影响钢桶材料机械性能的主要机理是含碳量,含碳量的变化会引起钢中金相组织的变化,而金相组织的变化又会钢的性能的变化。
其它的化学成分的含量对钢桶材料的机械性能有影响,但主要还是含碳量。
制造钢桶的低碳薄钢板的含碳量一般在0.05%~0.20%之间。含碳量在此范围内的钢属亚共析钢,其金相组织是铁素体和珠光体的机械混合物。当钢中含碳量增加时,珠光体的数量增多,铁素体的数量减少。反之,钢中的含碳量减少时,珠光体的数量减少,铁素体的数量增加。而珠光体增多可提高钢的强度,降低钢的塑性;铁素体增多可提高钢的塑性,降低强度。所以,随着钢中含碳量的增加,钢的强度增高,塑性下降。
通过缩颈加工后,在变形层面,铁素体被拉长、压扁,同时伴有少量碳化物析出,珠光体晶粒被细化(稍微),因而,珠光体组织得到了强化,提高了强度,取到了加工“硬化”的作用。从而提高了“缩颈”钢桶的强度。这一“硬化”现象,对不缩颈的直开口钢桶桶口的扳边卷圆,其它形式钢桶的卷边成型都一定程度的存在,只是缩颈钢桶更明显些,效果更好些。
二、从钢桶的结构看。
1、受冲击时,受力的过程依次为桶箍、桶盖和桶身(含桶底盖,下同)。桶身承受了几乎全部的冲击力,只要减薄后的桶身能承受与减薄前在轴线方向上同等的冲击力,也就解决了问题的根本,桶盖和桶箍并不对此产生影响,这是钢桶的结构决定了的。
2、生产过程中桶盖和桶箍并不产生加工“硬化”现象,只有桶身除外,从金属学中的解释仅仅针对桶身。
3、经过“缩颈”加工的钢桶,桶顶或桶底的直径比桶身直径小10~25mm,材料增厚,受力情况比未“缩颈”的要好,加之,“过渡部位”的变形相对较大,保证了桶顶或桶底的相同变形,增强了这一部位的整体可靠性,保证了盛装物的安全。
三、缩颈钢桶的“缩颈”技术与一般冷冲模的缩口技术有所区别:
1、前者的材料比较薄,后者的较厚,或后者的材料塑性较前者好。
2、前者滚压成型,后者模具成型,前者用旋转设备,后者用直线运动设备,因而前者只能一次成型,后者可以多次成型。3、前者的工件尺寸较难控制,尺寸公差较大,后者的工件尺寸较易控制,尺寸公差较小。
四、缩颈钢桶的优势:
1、经济效益显著
减小用材厚度,节约了原材料,给企业带来的经济效益是显著的。以一个年产20万只50升钢桶的小企业为例,年需钢材1256吨,按节约25%计,则少用钢材314吨,以5500元/吨计,价值172.7万元。全国呢?
2、堆码运输方便,未缩颈的桶底比较容易地套堆在缩颈后的桶顶上,相对平稳安全。反之,缩颈后的桶底也比较容易地套堆在未缩颈的桶顶上,但未缩颈的桶顶的强度并未增强,仅仅方便堆码。锥形钢桶的空桶可以桶套桶的运输,增加了运量,降低了运输成本,很受欢迎。但桶口不能缩颈,因而桶口的强度未增强,只能缩桶底,否则,就失去了锥形桶的优势。
3、为一次性钢桶的使用作了技术准备
目前国际上流行一次性的包装钢桶。只要能把货物安全无误地送达目的地,也就完成了包装钢桶的包装使命。所谓一次性包装钢桶就是在满足安全运输货物的前提下,生产钢桶所用的钢板厚度在同一品质的前提下使用更薄的钢板厚度代替而生产的钢桶。钢桶的主材变薄,是包装钢桶的重量大大地减轻了,不仅节约了原材料,也是包装的成本降低了,同时减少了使用二次钢桶时带来的污染。与国外相比,盛装同样的包装物,国外钢桶比国内钢桶少用钢材占10~25%,是很了不起的。通过对比,不难看出,“缩颈”技术所减薄的材料厚度与国际上流行的趋势是一致的,技术是可行的,靠得住的。因此一次性钢桶的使用要靠“缩颈”等技术的支持。
“缩颈”技术是一种传统技术,只要用得好,用得巧,同样可以解决生产中实际问题,推动企业的技术进步,同样可以提高企业的生产力,为企业的发展做出贡献。
|

