|
缝焊机焊接热量控制系统的研究
商建波 王永彬
【摘要】通过太阳能热水器内水箱制作过程中不锈钢薄板缝焊工艺的研究,设计了一种专用缝焊机控制系统,以单片机AT89C2051作为焊接能量的控制核心,采用交流电周期作为基准时间,控制可控硅电路的导通和截止时间,精确控制焊接热量。以数码管显示导通和截止时间参数,具有掉电记忆功能。该系统用于太阳能热水器水箱内胆不锈钢薄板缝焊机。
【关键词】太阳能热水器水箱焊接;焊接热量控制;周波控制;单片机
O 引言
随着人民生活水平的提高,太阳能热水器开始普及推广,年产销已经达到1000万台以上,在太阳能热水器的生产制造过程中,提高生产效率改进产品质量已经成为重要的问题。太阳能保温水箱内胆一般采用厚度0.31-0.5mm的SU-304不锈钢薄板制成,成型办法为电阻焊(缝焊)焊接成型或者咬口压制成型,少数企业采用TIG钨极气体保护焊和0.5-1.0mm厚度板材。根据钢材厚度,咬口压制适应于0.3-0.5mm厚度材料,TIG钨极气体保护焊适应于0.5-1.0mm厚度材料,电阻焊(缝焊)适应于0.2-1.0mm厚度材料。由于缝焊技术效率高、焊接发热量低、热影响区小,在焊材厚度为0.31-0.5mm时,缝焊具有明显优势。
现有的缝焊机都是通用设备,由阻焊变压器和电控系统构成,采用调节可控硅导通角控制平均焊接电流,间接控制焊接能量而焊接能量、焊核大小、熔深和焊核间隔、冷却时间等决定了焊接强度、热熔区结晶状态和裂纹倾向等质量因素基于上述情况,设计了一种单片机控制的周波控制器,它能设置可控硅电路的导通时间和截止时间,实现周波控制,达到最佳焊接质量。本设计可以置于原有的可控硅控制器前级,实现焊接周期时间的调节和焊接热量的再分配。在实际制作中,把周波控制和可控硅导通角控制制作在一块电路上。简化连线,增加了可靠性和通用性。
1 工作原理
整机由工频阻焊变压器、可控硅模块和电流调节控制三部分组成电路设计电路包括:电源部分、单片机及数显部分、可控硅触发控制三部分。
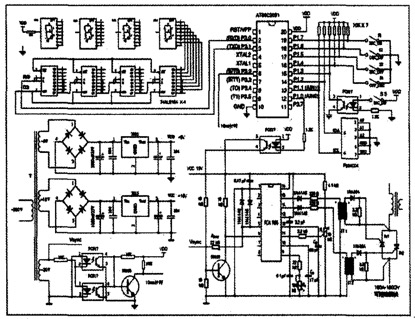
图1 整机电路图
1.1 电源电路
电源部分提供电路供电和交流同步信号。采用变压器降压和稳压电路。
1.2 单片机部分
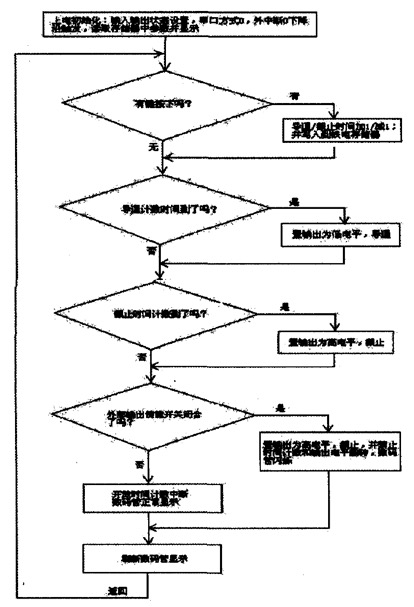
图2 主程序流程图
单片机单片机采用AT89C2051.AT89C2051是美国ATMEL公司生产的低电压高性能CMOS8位单片机,指令系统与MCS-51兼容,成本低,编程容易。在电子类产品中有广泛的应用。
按键及显示电路键盘采用独立式按键,4个按键占用单片机P1.4-P1.7四个I/O口。数码管显示采用三线制(TXD、RXD、GND)驱动,单片机通过串1:3方式0发送显示数据到串行移位寄存器74HC164,由74HC164转换成七段码点亮LED数码管。
存储读写电路为了使设置的工况参数参数掉电不丢失,不必每次都开机都重新设置,系统必须具有参数记忆保存功能采用铁电非易失性存储芯FM24C04,该芯片允许100万次擦写,可靠性高,数据可保持100年。
基准时间和同步电路基准时间决定了主电流回路的导通和截止时间,可控硅导通角控制部分需要和交流电同步,设计中用50Hz交流电半波(1Oms)作为基准时间。
使能控制设置直通功能。单刀开关s5闭合时,不调节周波比,不影响后级导通角调节:s5开路时,按周波比控制后级。
1.3 可控硅触发调节部分
可控硅触发调节采用了TCA785集成电路,通过调节电位器中点电位改变触发角度。当控制端TcA785-6脚低电位时无输出,可控硅不导通。
TCA785是德国西门子(Siemens)公司于1988年前后开发的第三代晶闸管单片移相触发集成电路,其引脚排列与TCA780、TCA780D和国产的KJ785完全相同,可以互换。主要特点是过零点检测准确,移相范围宽和较大的负载驱动能力(电流250mA)。由于性能指标好,通用性强,在变流行业中已广泛应用。
本部分属于通用电路,详细情况请参阅相关资料。
2 热量控制器软件设计
2.1 主程序设计
程序上电复位后进行输入输出口初始化操作,单片机内部寄存器的初始化,设置串口方式0,外中断0设置为下降沿触发,读取存储器中的预置参数,进入主循环,进行按键识别、状态检测、数码管显示刷新、外中断服务处理等操作。如下面图2所示。
2.2 按键和显示子程序
接口程序主要负责按键以及数码管显示按键采用软件滤波处理。数码管由串1:1驱动。串口工作在方式0。每当参数改变时.启动串口发送.并采用查询方式等待一个字节发送结束.每一次刷新连续送出四个字节,由4片级联的74HC164将串行数据转换为并行4位BCD码同时输出,以驱动4个共阳极数码管刷新显示。
2.3 参数设置存储读写子程序
存储读写子程序负责上电时读取上次掉电前设置的原始参数,当按键操作设置新的导通截止时间时,将新参数写入到存储器。
2.4 控制脉冲计数子程序(外中断0服务子程序)
10MS基准时间脉冲输入到单片机的外中断0端,每个时间脉冲的下降沿触发中断。在中断服务子程序中,进行脉冲数累加,当累加到设置的导通脉冲个数时。输出变为低电平导通状态。此时清零计数器.重新累加脉冲个数,当再累加到设置的截止时间所代表的脉冲个数时,输出变为高电平截止状态,此时再清零计数器,开始一个新的循环。
3 试验结果
本控制器在立项前充分考虑了系统的功能参数要求、使用环境、使用的便利性,有针对性地进行各子系统的细化设计,从输入输出隔离、电源滤波、单片机软件指令冗余等方面充分考虑了一系列抗干扰措施。因此样机制成后进行现场试验,各项功能指标均达到了预期要求,控制时间准确无误,脉冲输出精度较高,显示清晰稳定,参数记忆功能完善可靠,能根据焊接工艺要求设置焊接参数,实现了数字化、自动化焊接热量控制,获得了满意的使用效果。
4 结束语
本项目设计结合实际需求,考虑了各种实际情况,在电路上采用了一些措施,操作简单直观,现场使用方便。同时考虑了使用环境可能的干扰,对输入输出都做了隔离处理,为了防止干扰引起的显示紊乱,采用了动态刷新技术。对参数设置实行有效性判断,对超限数据进行处理,防止了可能引起的控制紊乱。通过高亮数码管直观显示各项参数,实现了数字化调节控制。
通过对焊接热量控制器的试制和研究,证明了通过准确控制焊接热量可以提高焊接产品质量,能有效提高太阳能热水器水箱的成品率。
|

