|
新型七层矩形卷边工艺实践
杨文亮
近年来,国外的制桶新技术不断涌入国内,使国内的钢桶制造技术不断创新和提高,尤其是七层矩形卷边的出现,在国内制桶行业无疑掀起了巨浪。颠覆了自钢桶出世一来一贯的制桶理念。如图1所示为最近由德国最先生产的钢桶七层矩形卷边实物剖面图。

图1 七层矩形卷边实物剖面图
19世纪初,世界上最早出现的钢桶卷边是五层矩形卷边,随着钢桶用途的不断拓展,要求不断提高。到19世纪末期的80年代开始,世界上出现了七层圆形卷边,同时传入国内。近30年来,七层圆形卷边独霸天下,成为钢桶的基本结构。但是,质量的提高是无止境的,由于七层圆卷边在国际间运输中,也会常常出现问题,所以,人们对卷边的要求更高了。近年来,德国率先在一些较重要的领域,使用了七层矩形卷边的钢桶,使钢桶的传统卷边结构面临了巨大的挑战。
如图2为传统的七层圆卷边实物剖面图。与七层矩形卷边相比,卷边参和面积更大,卷边中心勾头尺寸更长,抗渗漏能力更优。从力学强度方面考虑,七层矩形卷边截面积更大,强度更好,耐冲击能力更强。

图2 七层圆卷边实物剖面图
在实验中,七层矩形卷边的确有不俗的表现。能经受最严格的跌落试验和压力试验,与七层圆卷边相比,性能提升非常大。无疑,七层矩形卷边,将是钢桶卷边结构的换代工艺,在不久的将来,一定会成为我国钢桶的常规结构要求。
那么,这样的卷边结构,怎样才能实现呢?
一、七层矩形卷边结构尺寸分析
德国的七层矩形卷边结构和尺寸如图3所示。从图中我们可以看到,桶底深度为15mm,卷边厚度为9.8mm,卷边宽度为13mm,卷边外边角圆弧半径为3mm左右。钢板材料厚度为1.4mm。从钢板厚度来看,这是用于非常重要用途的重型钢桶。国内目前普通钢桶的钢板厚度多为1mm,轻型钢桶多为0.8~0.9mm,一般重型桶钢板厚度为1.2mm,而1.4mm的钢桶,目前多用于黄磷等危险性较大的货物包装。
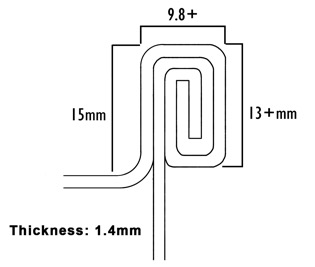
图3 七层矩形卷边结构和尺寸
根据图3的结构,我们可以计算出,七层卷边中心勾头尺寸为6mm,也就是卷边中心最小渗合度为6mm。而常规的七层圆卷边,卷边中心常常为1mm左右。根据实物卷边展开,桶身翻边宽度尺寸为24.6mm,桶底盖边宽为37.3mm。这个尺寸显然比七层圆卷边的数值大很多,要实现七层矩形卷边,工艺尺寸必须在原七层圆卷边的基础上增大,不然是不可能实现的。
图4为桶底盖预卷后的结构和尺寸图。
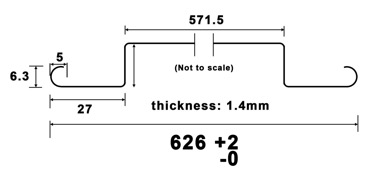
图4 桶底盖结构和尺寸
二、七层矩形卷边的工艺实现
为了实现七层矩形卷边,我们在江苏省吴江市某制桶厂进行了多次工艺实验,发现用七层圆卷边的工艺方法很难实现七层矩形卷边。分析发现,在桶底盖预卷后,第一道卷边滚轮槽形不能太大,太大时卷边中心难以卷实,第二道成形滚挤压后,中心的勾头尺寸实现不了。另一种情况,第一道滚轮槽形太小时,虽然中心可以卷实,但整个的卷边材料过多,滚槽又装不下,从而也实现不了七层矩形卷边。经过多次实验,得出了采用二道滚卷边不能实现七层矩形卷边的结论。
于是,我们想到了新会三胜通用机械厂生产的三道辊卷边机,这是德国制桶设备的测绘产品。这时,我们才恍然大悟,德国封口机之所示采用三道辊设计,或许用意正在这里。图5为新会三胜通用机械厂生产的三辊封口机实物图。
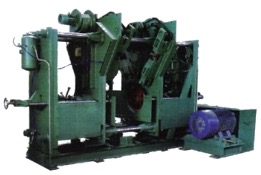
图5 三辊封口机实物图
图6为三辊封口机工作部分局部图。原来在国内使用这个设备的时候,第一道滚轮用来进行预卷,第二道滚轮用来卷边,第三道滚轮用来整形(成型)。现在采用该设备进行七层矩形卷边封口时,第一道滚轮槽形较小,用来进行卷边中心部分的卷封,第二道滚轮槽形较大,用来进行卷边中外部分的卷封,第三道滚轮为矩形槽,用来进行卷边整形,使卷边实现矩形的最终结构和形状。

图6 三辊封口机工作部分局部图
这样,基本卷边工艺流程是这样的:
桶身翻边→桶底盖落料成形→桶底盖预卷喷胶→桶身和桶底盖上封口机压合→第一道卷封→第二道卷封→第三道整形。这样就比传统的七层圆卷边工艺多了一道卷封工序。
通过工艺的调整和改进,最终完全实现了七层矩形卷边的结构和尺寸。
具体的各道滚轮槽形尺寸,这里我们不便给出,因为这是要根据材料的不同厚度进行具体的设计,也要根据各企业的设备不同情况进行调整,不能以点盖面。总的要求就是:第一道滚轮的槽形圆弧及槽宽要小一点,以能把卷边中心卷实为目的。第二道滚轮的槽形圆弧及槽宽要比第一道大一点,以能把卷边中心及中、外围的卷边材料卷实为目的。第三道滚轮的槽形及尺寸,应符合最终成形的矩形卷边形状和尺寸要求就可以了。
通过工艺实践,我们确定了七层矩形卷边的工艺过程,以及对封口机设备的特殊要求。我们欢迎国内同行,继续对七层矩形卷边进行研究和实践,提出更加先进和简单的工艺方法。我们仅以此文抛砖引玉!
|

