|
200升闭口钢桶镀锌工艺实践
郑金华
一、前言
200升闭口钢桶作为金属包装容器,内表面无防护涂层,极易锈蚀。近几年来,出现了镀锌钢板制造的镀锌桶,用进口镀锌钢板制成,不但成本高,而且焊缝处需要喷锌(有些刷银灰漆),颜色、质量比桶身差,不能保证包装质量。
我厂在碳素钢板制成的钢桶上镀锌,生产200升镀锌闭口钢桶,焊缝处颜色、锌层质量与桶身一致,不但提高了镀锌桶的防护性能,保证了包装质量,而且降低了生产成本,节约了外汇。
二、制桶工艺流程
采用顶盖、底盖和桶身分别镀锌后组装成包装钢桶。
工艺流程为:
下料→成形(顶盖成形、底盖成形、桶身成形)→镀锌→组装(成品)→检验入库。
三、工件装挂与镀锌工艺
(一)工件装挂
1、顶盖、底盖的装挂
根据顶盖、底盖的圆盘形状、电镀时氢气排和装挂方便,我们设计了一个专用挂具装挂顶盖、底盖(图1)
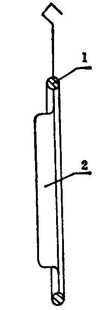
图1 底盖装挂示意图
1、挂具;2、底或盖
2、桶身的装挂
根据桶身的圆柱形状,考虑到电镀时氢气顺利排出、内阳极放置和装挂方便,我们设计了一个专用挂具装挂桶身(图2)
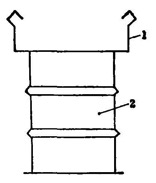
图2 桶身装挂示意图
1、挂具;2、桶身
(二)镀锌工艺
1、镀锌工艺流程
半成品镀锌前检验→装挂→化学除油→流动热水洗→流动冷水洗→强酸洗→流动冷水洗→电解除油→流动热水洗→流动冷水洗→弱酸洗→流动冷水洗→中和→流动冷水洗→镀锌→流动热水洗→流动冷水洗→出光→流动冷水洗→低铬钝化→流动冷水洗→吹干→拆卸→锌层质量检验。
2、镀锌工艺配方和操作条件
原料 |
量值 |
ZnO |
10~12g/L |
NaOH |
100~120g/L |
505光亮剂 |
4~6mL/L |
DPE-3 |
4~6mL/L |
Dk |
1.5~5A/dm2 |
温度 |
10~35℃ |
时间 |
20~30min |
注:溶液均用蒸馏水或去离子水配制。
四、低铬钝化
钢桶体积大,易带走溶液,我厂用低铬钝化,减少三废污染和废水处理的困难。
工艺配方:
原料 |
量值 |
CrO3 |
3~7g/L |
HNO3(d=1.42) |
1~4g/L |
H2SO4(d=1.84) |
0.2~0.9g/L |
pH |
0.8~1.3 |
温度 |
15~35℃ |
时间 |
5~20s |
五、内阳极(辅助阳极)设置
钢桶内外面都应镀上锌,所以正确采用内阳极非常重要。在设计内阳极时,要考虑:
1、基本同心;
2、既要通电又不能短路;
3、电镀时产生的氢气能顺利排出。
我厂于桶身中心设置圆柱形内阳极(图3)。
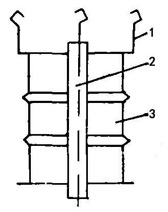
图3 设置内阳极示意图
1、桶身挂具;2、内阳极;3、桶身
六、溶液维护
镀锌溶液的杂质主要为钢桶清洗不干净带入的铁离子或氧化性酸根,其次为添加剂分解产物。杂质的积累会影响质量。我厂除严格操作规程外,每周定期分析槽液,由工艺员开出加料单,指定专门人员加料,同时定期处理,加入1g/L锌粉或0.5g/L硫化钠,待溶液沉淀后过滤。
七、废水处理
镀锌废水主要来自钝化清洗水,其次为镀锌后清洗水和酸洗、出光、中和、除油后的清洗水。根据环保部门的多次不定期抽检,我厂排放的废水完全达到国家标准。具体办法如下:
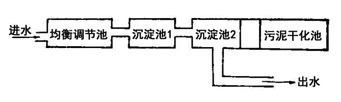
图4 酸碱废水处理示意图
2、钝化后的清洗水单独排入处理池。采用间歇式处理工艺流程,在处理池中投加硫酸亚铁,石灰水处理废水。如处理未达到排放要求时,可以继续投药处理,直至化验合格后,再予以排放(图5)。
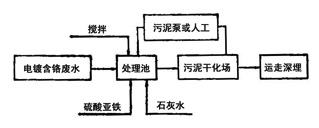
图5 含铬废水处理示意图
|

