| |
200L闭口钢桶底和盖的冲压工艺及冲模设计
黄宗文
摘要: 以200L闭口钢桶底和盖为对象, 讨论了其冲压工艺性及冲压工艺计算, 在工艺计算中,运用了CAXA线切割V2版CAD应用软件的“查询”功能, 从而有效地进行冲裁力、拉伸力、冲裁压力中心和拉伸压力中心等的计算, 最后, 还对该零件的落料、拉伸成形、翻边复合模进行了结构分析, 并讨论了CAXA线切割V2在模具零部件加工中的运用。
1 工艺分析
图1所示, 为200L闭口钢桶底和盖零件, 材料为08钢, 板料厚t=1mm, 成形后要求零件表面无起皱, 无变形, 无明显拉痕, 圆角连接处厚度变化小,并保证外形尺寸在公差范围内, 其生产批量较大。
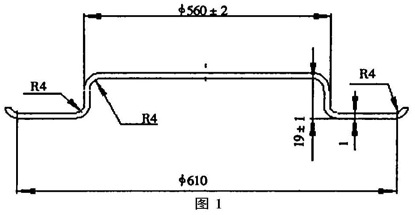
经分析, 坯料相对厚度较小, 拉伸量不大, 翻边处要求低, 且整个零件精度要求不高, 直接冲压即可满足, 因此, 决定采用曲柄压力机加工, 冲压工艺为: 落料、拉伸、翻边一次成形。
2 冲压工艺性计算
2.1 坯料展开尺寸的确定
底和盖零件为旋转体零件, 计算坯料展开尺寸分两部分处理, 首先计算拉伸成形部分展开尺寸(如图2) , 再计算翻边处展开尺寸(如图3) , 然后两者相加即为坯料的展开尺寸。
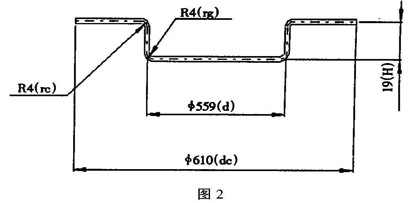
(1) 拉伸部分展开尺寸计算:


=637.13mm
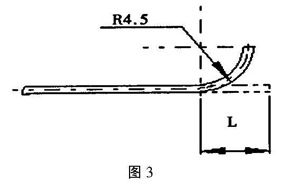
(2) 翻边部分展开尺寸计算:
由于翻边部分尺寸较小, 因此采用近似计算法
( 3) 坯料展开尺寸计算:
D坯=D1+2L=637.13+14.14=651.27mm
取整= 651mm
2.2 冲裁力和冲裁压力中心的确定
(1) 冲裁力公式:
P1= KLt?( N)
其中: K ——系数, 通常K = 1. 3
t——板料厚度mm
?——冲件材料的抗剪强度MPa, 查表为:?= 255~353MPa
L ——外轮廓线总周长
若零件的外轮廓不规则时, 用手工计算L较复杂, 这里介绍采用CAXA 线切割V2 提供的“查询”功能, 可方便地得出轮廓周长, 具体方法, 用绘图工具菜单将展开图外轮廓线构造出来, 然后单击查询菜单, 选择要查询的信息, 如“面积”、“周长”、“重心”、“距离”等, 这里选择查询“周长”,然后点击外轮廓线, 按回车键, 即可查到周长尺寸为2045.18( mm)
则P1= 1. 3×2045.18×1×353= 938. 53kN
考虑到料力等因素的影响, 落料工序至少选用1000kN( 100t) 以上的冲床加工。
(2) 冲裁压力中心的确定
压力中心是冲裁力合力的作用点, 其与轮廓线的重心重合, 故仍然可以应用CAXA线切割V2的以上查询信息的方法查询重心坐标。只是这时所构成的面域不同, 需要将各轮廓线同时向内、外偏移1mm, 然后对这些面域进行重心查询, 即可得出重心坐标, 为读数方便, 应先将用户坐标系从原点移至冲件上的某个基准点。这里由于桶底和盖是对称形状的零件, 其冲裁压力中心位于其轮廓图形的几何中心。
2. 3 拉伸力和拉伸压力中心的确定
(1) 拉伸力公式:
P2= KLt?b
其中: K ——修正系数
t——板料厚度mm
?b ——材料的抗拉强度MPa,查表为:?b= 324~441MPa
L —— 零件外轮廓线长度
L值仍以上述介绍的方法查询得到L=1759. 29mm
则 P2= 0. 4×1759. 29×1×441= 310. 34kN
考虑到压边力、翻边力等因素影响, 拉伸工序至少选用400kN ( 40t ) 冲床加工, 由于冲裁与拉伸成形、翻边合为一道工序完成, 虽然冲裁与拉伸成形不在同一时刻进行, 但从安全方面考虑, 并分析计算结果, 认为选择160t 冲床比较合理。
(2) 拉伸压力中心的确定
其方法与冲裁压力中心的确定方法相似, 这里不再赘述。
2.4 验证一次拉伸的工艺性和毛坯起皱的可能性
(1) 一次拉伸成形条件

其中:
H/d——制件的相对高度
h1/d——第一次拉伸的最大相对高度(查表可得)
此处查表得:h1/d=0.45
由于制件的相对高度 H/d=19/560=0.034<0.45
满足一次拉伸成形条件, 因此, 上述分析的冲压工艺是正确的。
(2) 毛坯不起皱条件:
t/D≥0.45(1-m)
其中:
t/D——制件相对厚度
m—— 拉伸系数
由拉伸系数公式得: m=d/D=559/651=0.86
则0. 45(1- m) = 0. 45×(1- 0. 86) = 0.063
毛坯的相对厚度 t/D=1/651=0.0015
因为0. 0015< 0.063, 不满足毛坯不起皱条件,因此拉伸模设计时必须采用压边装置。
3 落料、拉伸成形、翻边复合模的设计及调试
3.1 模具结构分析
图4所示为落料、拉伸成形、翻边复合模的结构示意图, 该模具在JC31-160A型闭式曲柄压力机上工作, 由于模具外形尺寸较大, 接近压力机工作台尺寸800×800mm, 而且采用板料宽度为660mm的冷轧带钢做为坯料生产, 坯料送入及废料排出空间比较小, 因此, 为便于生产, 采用敞开式无导向冲模结构。由于落料时废料与上模接触尺寸较大, 加上拉伸时废料向上模上方移动, 因此采用工作可靠的刚性推料装置, 它可以通过卸料圈与冲床卸料杠杆的连接来实现。我们选择的JC31-160A型闭式曲柄压力机带有气动装置, 气垫压紧力和顶出力均为160kN,气垫行程为80mm, 因此压边装置采用效果较好的气垫式, 在结构上设计压边装置兼有压边和拉伸件脱模两项功能。压边力主要依靠气垫压力保证。脱模力主要依靠弹簧力保证。拉伸件在上方凹模的脱模采用传统的弹性卸料装置。由于模横截面积较大,故其下部未采用垫板, 而是用螺钉直接紧固或用压板压紧, 并用定位销嵌入定位。由于上模座质量较大, 必须用螺栓紧固的方法上紧, 模柄在这里只起到定位的作用。对于坯料的定位装置, 采用一面一点定位, 通过安装在冲床工作台上来实现。
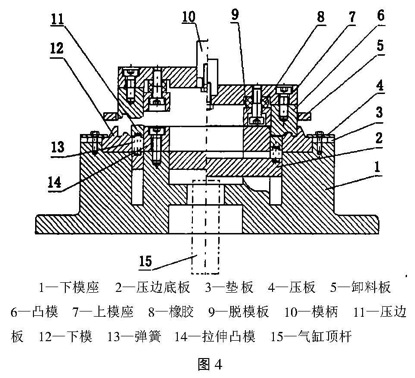
3.2 冲压过程
如图4所示, 当上模向下移动时, 首先将坯料冲裁落料, 然后上模继续向下运动, 进行桶底盖的拉伸, 此时, 通过压边板11 压缩弹簧13, 为保证压边力的衡定, 在气缸平衡力的作用下, 推动压边底板2, 并将力传递到弹簧13, 再传递到压边板11, 以达到衡力压边作用。当拉伸到达一定深度时, 同时将翻边工序完成, 与此同时冲压达到下死点。由于曲轴的继续转动, 上模开始向上运动, 此时在弹簧力的作用下, 桶底盖与拉伸凸模14分离, 卸料板5在冲床卸料杠杆的作用下, 将废料推离上模, 由于橡胶8的作用, 桶底盖被推离凸模6 内腔, 完成整个冲压过程。
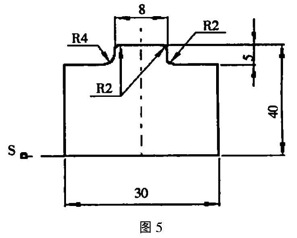
3.3 凸凹模对刀样板的线切割加工分析
在对这副模具的凸凹模加工中, 由于复合凸凹槽加工尺寸不易测量, 因此采用了成型刀加工, 这就需要对刀样板来控制刀具刃磨后的外形尺寸, 为使加工后的样板准确, 变形小, 采用了电火花线切割加工。而线切割加工关键在于编程, 过去传统的手工编程方法复杂且准确性差, 因此采用CAXA 线切割V2 编程, 其编程速度快、准确性高, 并且可以在计算机上演示线切割加工的过程, 以检验线切割轨迹是否准确。具体方法步骤如图5所示。首先应用绘图功能建立对刀样板图形, 并确立线切割的切入点S,然后点击线切割菜单, 选择轨迹生成子菜单, 并输入钼丝的偏移量, 根据命令提示, 拾取要加工的轮廓线, 生成切割轨迹, 如果计算机与线切割机床连接,则可在计算机上发出加工指令, 经过同步传输程序指令的方式指挥线切割机床按图样加工。如果计算机没有与线切割机床连接, 可运用代码生成菜单, 生成线切割所需要的代码( B代码或G代码均可生成) , 并可查看和打印出来, 用手工输入机床方式, 实现线切割加工。
3. 4 模具的调试
在调试模具时, 由于没有导柱定位, 采用塞尺调整凸凹模间隙的方法调整间隙, 凸模在下死点的深度调节, 采用由浅到深, 多次试验的方法调节, 并采用手工盘车的方法, 使压力机从上死点到下死点完成一个行程, 以检验凸模是否调节过深, 防止凹凸模相撞事故发生。最后, 还需要调节压边力大小, 调节方法是由小到大逐步调节气垫压力值, 使压边力正好合适, 保证拉伸时既不起皱, 又无明显拉痕。通过调试, 确定压力值在0.5~0.6MPa时, 满足桶底和盖不变形, 无起皱、无拉痕要求。
4 结束语
通过对钢桶底和盖零件的落料、拉伸成形、翻边冲压工艺的分析和计算, 以及对模具的设计、加工、调试, 满足了生产需要。并且通过对CAXA线切割V2 的应用, 简化了工艺计算, 提高了设计质量, 为模具的设计制造打下了一个良好的基础。 |
|

