|
钢桶嵌入式法兰封闭器渗漏原因分析
辛巧娟
引起闭口钢桶嵌入式法兰封闭器注入口和透气口渗漏的原因是多方面的。大体上讲:不外乎参与锁装的模具和封闭器及组装不合理所致。
一、模具
1.桶顶冲孔拉伸模:冲孔拉伸模是一套复合膜具。经过冲孔拉伸后,因桶顶上孔的形状和尺寸不当,影响注入口和透气口的锁装质量。
(1)拉伸口拉裂:
拉裂即桶顶在冲孔拉伸后,注入口和透气口突缘出现裂口。突缘裂口会使桶顶二口拉伸处的强度受到不同程度破坏,因而影响锁装后法兰与桶顶的密封性能。突缘的拉裂是由以下几个方面的原因引起:
a、拉伸模凸模形状不好
b、设计模具时,翻边系数过小,也会产生拉裂现象。翻边系数应选择R=do/D=0.74~0.87之间(do为予冲孔直径,D为翻边凸缘中性层直径)。
c、桶顶的用材含碳量过高(不是与AY2类似钢材)。在冲压加工后钢材机械性能变硬或材料厚薄不匀。
(2)突缘翻边高度不合理:
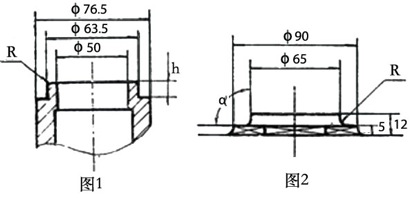
突缘翻边高度的正确尺寸为h=6.8~7mmm左右。如果低于6mm时,为保证锁装后的机械强度和密封性能,只有将上模工进距离加大,而达到锁紧的目的。这样一来将出现了两个问题,一是将法兰丝扣压坏;二是锁装翻边模弧槽容框要变大。当翻边高度大于7.5mm时,法兰口部没有足够的铁翻卷,引起锁装后二口强度不够。当钢桶内容物压力升高到规定的极限值时,则产生渗漏。
(3)拉伸模因使用时间过长,上下模具磨损,使其间隙变大。当拉伸突缘出现图2中所示的R>5mm,α<98°道,由于密封衬垫断面直径为φ3mm,法兰翻卷铆压时,将密封衬垫压在R>5mm部位与法兰八方根部平面所构成的空隙内,未将衬垫压紧而影响密封性能。
(4)在冲孔拉伸后,由于桶顶两孔径过大,致使法兰与桶顶拉伸孔间隙过大,锁装时定位不准,铆压偏移中心产生密封不严。
2.锁装翻边模
(1)锁装翻边模弧槽尺寸要合理。
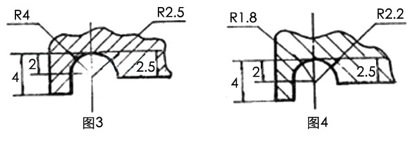
锁装翻边模弧槽尺寸不能脱离冲孔拉伸的突缘高度。因为法兰长度和突缘高度,密封衬垫厚度之间高度差是固定的,突缘高度一经确定,锁装翻边模的弧槽尺寸也基本确定。因此,合理设计锁装模弧槽是锁装铆压翻边的关键。加料口和透气口锁装翻边模弧槽尺寸见图3和图4。
(2)在铆压锁装时,锁装翻边模与工进距离有关。
当确定桶顶加料口和透气口的高度时相继确定。如果工进不到位,即未压紧,就易产生渗漏。若工进超过了一定范围,在冲压力作用下将密封衬垫压裂,也影响密封性能。一般来讲:加料口的法兰组装铆压后的高度为13.2±0.3mm,翻边模工进距离为48±0.2mm。
(3)锁装翻边模定位肖套磨损,使上下模在安装不同轴,锁装时造成铆压法兰口周边不一致,则在强度弱的地方渗漏。
(4)因翻边模圆弧槽磨损,致法兰口在铆压卷边时产生回弹,引起锁装不严,也会引起渗漏。
二、桶口件及密封圈的影响
1.法兰:
①材质引起。生产法兰时,因多次冲压拉伸,含碳量高的钢板强度发生变异,硬度加大,在铆压时法兰口产生裂缝
②法兰用材过薄。当带钢厚σ≤2.6mm,法兰口翻边部位铁厚相应变薄,锁装铆装后的法兰口的机械强度也减弱,当钢桶内压力增高到规定值时,则产生渗漏。
③法兰曰的螺纹与轴线不垂直。当桶塞旋入法兰时,因桶塞上的密封圈受力不平衡,在桶口部产生渗漏。
2.密封衬垫:
密封衬垫是保证二口密封性能好坏的一个重要因素。在生产时,如果选用和处理不当均会引起渗漏。
其一,选择密封衬垫的材质应与钢桶的内装物相适应,并具有耐腐蚀,耐冲击和柔轫性强等优点。
其二,规格尺寸应符合标准。衬垫内孔过大,在法兰上定位不准,密封不严;衬垫内孔过小,安装困难,铆压时容易断裂。目前,桶用密封衬垫生产厂多,规格形状多。仅断面形状就有正方形、长方形、扁圆形、圆形;同一厂生产的断面为圆形的密封衬垫,又可分为φ2.5mm和φ3.2mm等多种规格尺寸。
|

