|
钢桶电阻点焊电源探讨
联邦技术(中国)有限公司 张华坚
在钢桶产品的制造中,涉及大量的电阻点焊工艺。如桶身的缝焊前点焊定位、钢桶封闭器的点焊、提桶的提梁提耳提环的点焊等等。有的零件尺寸微小或形状复杂,使得焊接比较困难,经常出现质量问题。目前主要的问题包括焊接质量不稳定、容易导致零件熔毁、难以形成正常熔合,焊接成品率低,有的零件甚至难以用一般的电阻点焊焊接。
为解决钢桶零件的电阻点焊问题,电阻点焊技术需向更加精密的方向发展。电阻焊的精密性包括电源的精细调节、参数的精确控制和加压机构的精密稳定等多个方面,多技术集成构成精密电阻焊系统。
电阻点焊电源提供电阻焊的电阻加热能量,它的发展中相继出现了单相工频交流点焊电源、直流脉冲点焊电源、三相低频点焊电源、次级整流点焊电源和电容储能式点焊电源,上世纪80年代又出现了逆变式点焊电源。用于小型零件焊接的电源主要有单相交流电源、电容贮能电源和逆变电源。逆变电阻点焊电源的调节性显著提高,相比较是一种较好的电源,但就逆变电阻点焊电源本身而言,相互有一定的差别。为实现微型零件的精密焊接,逆变电阻点焊电源技术需得到进一步发展。
一、常用点焊电源输出调节原理与特点
1、单相工频交流点焊电源
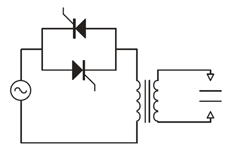
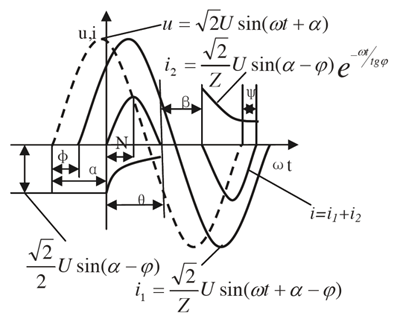
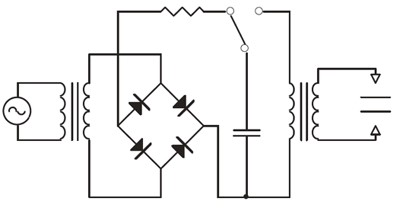
单相晶闸管点焊电源等效电路和电流波形如图1所示。改变晶闸管的控制角α,便可调节焊接变压器初级电流,控制次级焊接回路的焊接电流。
焊接电流由自由分量和强制分量两部分组成,即:
 (1) (1)
式中 Z——由初级折算到变压器次级的总阻抗, ,R和L是系统等效电阻和电感; ,R和L是系统等效电阻和电感;
Φ——负载功率因数角, ; ;
U——电源电压的有效值。
a) 等效电路图
b)电流波形图
图1 单相交流点焊电源等效电路及电流波形图
由式(1)知,当ωt=θ(晶闸管导通角)时,i(t)=0,可得下式:
 (2) (2)
对式(2)求解可得
 (3) (3)
当负载功率因数Φ一定时,可解出α与导通角θ的关系。在已知Z条件下由式(1)和式(3)可得出瞬时电流值i。根据电流有效值的定义,焊接电流有效值为:
 (4) (4)
式中 T——周期(s)。
电流i(t)是不连续的脉动波形,随着晶闸管控制角的增加,不连续性增大。不连续区间焊接区被冷却,造成总能量需求增大,接头易过热。此外,在相同的电流有效值的条件下,脉动电流的峰值相对平缓的直流幅值较高,带来一些小型件点焊的工艺困难。交流电源的电流控制响应的最小时间可达10mS。为适应小型件精密点焊,有的电源设计为带半波控制的单脉冲加热控制功能。
2、电容贮能电阻点焊电源
图2为简化的电容贮能电阻点焊电源简化等效电路和电流波形图。电容贮能点焊电源的工作原理是单相或三相交流电经过整流电路转换成直流电,然后向电容器充电。电容器贮藏的电能量:
 (5) (5)
式中 W——贮存电能量(J); C——电容器容量(F);Uc——充电电压(V)。
a) 等效电路图
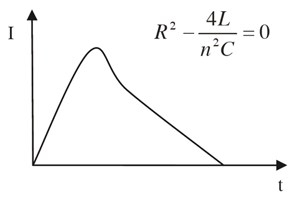
b) 电流波形图
图2 电容贮能点焊电源等值电路及电流波形
电容贮能焊机调节焊接电流的方法主要有几种,一是改变贮能电容器组的充电电压,随着贮能电容器充电电压增加,电流峰值增大,但放电电流规律接近不变,总的能量输出增大;其它的方法是改变焊接变压器的匝数比或电容容量,随着变压器初级线圈匝数的减少,电流峰值增大,但通电时间缩短,总的输出能量接近不变;增大电容容量则放电时间增长,总输出能量增加。通常采用第一种调节方法。
电容贮能点焊机热量集中,其主要问题是调节性差,电能的释放不可控,不能进行反馈调节,与小型件的精密能量调节要求有差距,此外,很高的电流峰值容易造成零件的熔毁。
电容贮能点焊机还存在其它一些缺点。电容贮能焊机能量转换效率要比其它类型焊机低,贮能电容器及焊接变压器体积庞大,电力回路部分复杂,焊机成本高,容量越大越高;贮能电容器经常处于快速充放电过程中,介质损耗大,寿命短等。
3、逆变直流电阻点焊电源
图3为逆变式直流点焊电源基本电路及输出电流波形图。由图可知,它先由三相交流电先经整流器变换成纹波率低的直流,再经过功率开关器件(如晶体管GTR、MOSFET、IGBT、GTO等)构成的逆变桥变成中频方波供给中频变压器,经变压器降压后再整流成脉动较小的直流供给电极对工件进行焊接。逆变器通常采用电流反馈脉宽调制获得稳定的恒流输出。
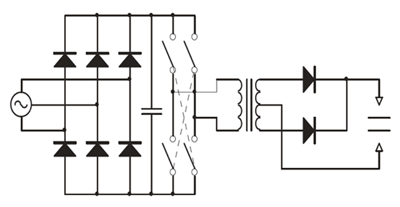
a)等效电路图
b)电流波形图
图3 逆变直流点焊电源及电流波形图
与一般单相工频交流电阻点焊电源、电容贮能点焊电源比较,逆变直流电阻点焊电源具有以下优点:焊接变压器小型轻量化;高速精密控制、动态响应性好;输出低脉动率的直流焊接电流;三相平衡负载、功率因数高、节能经济性好等。逆变直流点焊电源虽然具有这么多优点,但是目前其制造成本比较高,电路相对复杂。对于微型件的点焊,由于其可控性好,是比较理想的电源,功率电子器件的发展和逆变技术的成熟,这类电源逐步获得了应用。考虑微型件点焊精密调节输出能量和快速响应速度的需要,电阻焊逆变电源技术需要进一步发展。
二、逆变直流电阻点焊电源调节的精密性
联邦工程师们曾针对不同逆变直流电阻点焊电源进行实验,并在实验过程中获取了实际的焊接电流波形。实验条件:JYD-03和JYD-03A逆变点焊机(单相和三相),额定电流3000A,逆变频率4kHz;JYD-04LB逆变点焊机,三相,额定电流4000A,逆变频率1kHz;日本MIYACHI公司生产的MM-315AC焊接大电流测试仪测量电流;泰克公司生产的TDS2012型数字示波器测量波形;5mm厚的不锈钢板作为实验负载;用来测量焊接大电流的罗氏线圈。为便于分析,电源工作在开环状态,不采用电流反馈,电流设定转换为脉宽控制。图4为用罗氏线圈测量的JYD-04LB电源的次级电流感应信号(曲线2)和经过积分电路还原的焊接电流信号(曲线1)波形图,脉宽设定为40%。试验结果表明测试的可行性,下面分析各种条件下的电流波形。
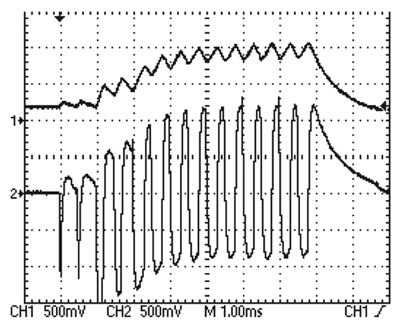
图4 罗氏线圈感应信号和积分后的焊接电流波形
1、频率分别为1kHz和4kHz的逆变电阻点焊电源的波形分析
频率提高不仅可以减小铁心截面积从而减小变压器的体积和重量,而且可以提高控制精度,缩短控制周期。例如工频交流焊机的调节周期较长,对50Hz的电网,焊接时间调节分辨率为20ms。逆变直流点焊机时间调节分辨率可达0.25ms(4kHz逆变频率),控制精度高。
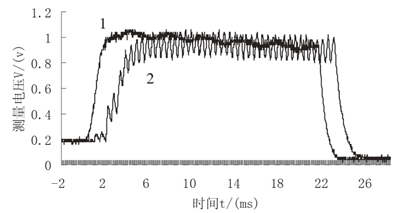
图5 不同频率逆变点焊电源的焊接电流波形图
图5为不同频率逆变直流点焊电源的焊接电流波形图。曲线1为JYD-03A(逆变频率为4kHz)三相逆变点焊电源的结果,而曲线2为JYD-04LB焊接电源(逆变频率1kHz)的结果,电流用测量电压表示,实际电流值分别为1.90kA和1.85kA。频率提高后,电流的纹波明显减小。由于两种电源的滤波电容不同,JYD-03A比JYD-04LB小1/3,其电流波形有较明显的300Hz波动。通过比较分析可以看出,频率越高,电流稳定性越好,焊接时间调节分辨率越小,动态响应越快。
2、三相和单相逆变电阻点焊电源的波形分析
图6为JYD-03和JYD-03A(三相和单相)逆变点焊电源电流输出波形图,其中曲线1为三相逆变点焊电源电流波形,而曲线2为单相。逆变频率都为4kHz,脉宽设定为70%,用电流测试仪测得的电流分别为1.90kA和1.86kA。从波形可以看出,三相逆变点焊电源的输出波形比单相的平稳,单相逆变点焊电源的电流输出波形上叠加了一个频率约为100Hz的波动信号,而三相逆变点焊电源的现象就不太明显,这主要是电源采用不同的供电相数,尽管两台电源采用的滤波电容相同,整流滤波后单相波形的滤波明显不足造成的,这也说明了单相供电电源存在较大的波动性。
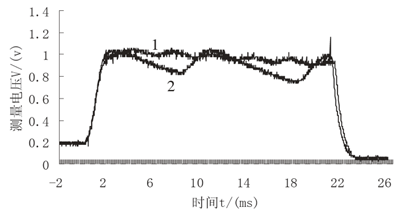
图6 三相和单相逆变电阻点焊电源电流输出波形
3、同一电源不同脉宽设置输出波形分析
上升时间、焊接时间、脉宽等参数对逆变点焊电源电流输出波形都有影响。为了进一步了解脉宽设置对输出电流的影响,联邦工程们用数字示波器对同一电源不同脉宽设置的点焊过程进行采样记录,并将所记录数据处理,结果见图7,其中脉宽设置1为最大脉宽、2为70%、3为40%。
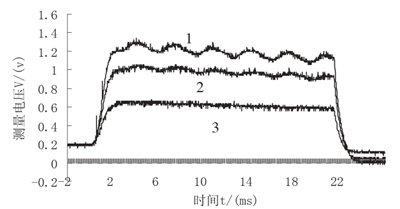
图7 不同脉宽设置的输出电流波形图
从图7可以看出,随着脉宽不断加宽,不仅输出的电流增大(电流由小至大依次为1.08kA、1.90kA和2.45kA),而且电流波形波动加大。这主要是因为电流增大的同时电压没有发生变化,输出功率相应增大。在大功率输出的条件下,电容容量较小使得滤波不足。因此,宜选用较大的滤波电容。
三、精密逆变电阻点焊技术的发展方向
小型件的点焊比较困难,为了提高点焊成品率与点焊质量,扩大电阻点焊技术在微型零件制造中的应用,需要进一步发展精密电阻点焊技术。
1、提高电源输出调节分辨率和响应速度。由于电阻点焊电流大,受回路的限制,电阻点焊逆变电源采用的逆变频率比弧焊或其它电源的逆变频率低得多,通常采用1kHz左右,其调节分辨率和控制响应速度相应较低。近年来,相继有2kHz、4kz和5kHz的产品面市,也有25kHz技术的报道。对精密点焊,提高逆变频率是必然趋势。逆变频率的提高需要在变压器设计、减小回路损耗上下功夫,它们直接影响产品的品质。对小零件的焊接,焊接电源的容量较小,提高逆变频率较容易实现,对大功率的电源则难度增大。小型件的精密点焊也可以采用模拟式晶体管电源,这类电源能量损耗较大,逆变电源的改善有望代替这类电源。
2、改善焊接电流波形,提高焊接参数的工艺适应性。普通的电源设计为单次加热、两次加热,复杂一些的电源有三次加热或带电流缓升缓降控制。由于精密点焊涉及的结构和材料复杂,这些波形不能满足最佳焊接要求,如有的材料点焊采用去除氧化膜与调节起始焊接条件,可以提高焊接的一致性。对精密点焊,要求波形精心设计,甚至包括波形的调控,使之与材料的加热冷却过程相适应。
3、发展精密点焊的实时质量控制技术。点焊过程实时控制是排除过程中各种干扰,提高生产成品率的重要手段。控制方法包括工艺参数的稳定控制和质量的反馈控制。点焊质量实时控制是一项重要的但长期没有解决好的难题,采用多参数的智能控制的研究,有较好的前景。
4、研制精密加压系统。焊接压力对点焊相当重要,微型件的焊接需要精密的加压保证,包括小压力稳定性、机械系统的随动性(与焊接变形相适应的快速反应)、位置的适应性与准确的位置控制等。传统的气动加压很难适应精密点焊的要求,采用弹簧压缩量触发焊接通电的方式也难准确控制压力。其它的加压方式,包括采用压力传感器反馈控制,需要进一步的探讨。
5、提升计算机应用水平。利用计算机模拟技术、数据库技术建立精密点焊的辅助系统,对相当复杂的小型件的精密点焊应用将会有良好的帮助。焊接数据的采集与记录,保证产品的可追溯性,对医疗器械等重要零件的焊接是十分重要的。具有联网技术的精密点焊机的开发,为数据的记录与更新提供方便,可方便地进行远程监视与控制。
四、结论
1、与工频交流、电容贮能焊接电源比较,精密逆变点焊电源可控性好,对小型件的点焊有较好的工艺适应性。
2、精密逆变点焊电源的逆变频率提高,有利于提高控制分辨率、电源的动态响应和电流稳定性。对微型件的精密点焊电源,需要进一步提高逆变频率和改善电源设计。
3、三相精密逆变点焊电源比单相稳定,并且电网负荷平衡。
|

