|
重庆唐世全老人攻克钢桶渗漏课题——激光焊接
辛巧娟
装有危险液体的钢桶底常常发生渗漏,怎样才能根本解决?重庆南岸区63岁的唐世全,退休3年后潜心研究出“激光焊接机”,有效地解决了中国包装行业这一高难课题。重庆发明协会副秘书长谭刚强表示,唐的发明技术在国际上都属于领先的,解决了国内包装行业上钢桶渗漏等课题,在市场上反响很强烈。
唐世全是带着遗憾从包装行业退休的,退休时,钢桶底部渗漏的问题多年没有得到解决。退休后,经过3年的摸索,唐世全逐渐攻克了这一难题。现在,“激光焊接机”不但能使密封度达到零渗漏,而且适用于金属以及非金属等各种材质。同时,耗电也将减少。目前,他已经申请相关专利,并得到了财政部和中国包装协会的关注。
据唐世全表示,为了发明激光焊接机,他吃饭时经常“发愣”,走路、吃饭、睡觉都在思考,有时晚上有了好的思路,半夜就要起床把其记下来,3年下来,不但用光了10多万元的积蓄,而且前年胆囊炎和食道炎发作,导致4个月时间只能吃流质的东西。(辛巧娟供稿)
【相关资料】
激光焊接工艺简介
一、激光焊接概述
激光焊接是激光材料加工技术应用的重要方面之一,主要分为脉冲激光焊接和连续激光焊接两种。
脉冲激光主要用于1mm厚度以内薄壁金属材料的点焊和缝焊,其焊接过程属于热传导型,即激光辐射加热工件表面,再通过热传导向材料内部扩散,通过控制激光脉冲的波形,宽度,峰值功率和重复频率等参数,使工件之间形成良好的连接。在3C产品外壳、锂电池、电子元器件、模具补焊等行业有着大量的应用。脉冲激光焊接最大的优点是工件整体温升很小,热影响范围小,工件变形小。
连续激光焊接大部分都是高功率激光器,功率在500瓦以上,一般1mm以上的板材都应该使用这种激光器。其焊接机理是基于小孔效应的深熔焊,深宽比大,可达到5?1以上,焊接速度快,热变形小。在机械、汽车、船舶等行业有着广泛的应用。还有一部分小功率连续激光器,功率在几十到几百瓦之间,它们在塑料焊接及激光钎焊这些行业使用得比较多。
二、激光器工作原理
1、YAG激光器的工作原理:
激光电源首先把脉冲氙灯点着,通过激光电源对氙灯脉冲放电,形成一定频率,一定脉宽的光波,该光波经过聚光腔辐射到Nd3+YAG激光晶体上,激发Nd3+YAG激光晶体发光,再经过激光谐振腔谐振之后,发出波长为1064nm脉冲激光,该脉冲激光经过扩束、反射、(或经光纤传输)聚焦后打在所要焊接的物体上;在PLC或工业PC机的控制下,移动数控工作台,从而完成焊接。焊接时所需要的脉冲激光的频率、脉宽、波形、工作台速度、移动方向均可用单片机、PLC或工业PC机来控制,通过对激光的频率、脉宽的不同设定可调节控制脉冲激光的能量。
2、光纤激光器的工作原理:
当泵浦光通过光纤中的稀土离子时,就会被稀土离子所吸收。这时吸收光子能量的稀土原子电子就会激励到较高激射能级,从而实现离子数反转,反转后的离子数就会以辐射形式从高能级转移到基态,并且释放出能量,完成受激辐射。光纤激光器产生的激光通过光纤输出,并与配套的工作台配合,完成相应的焊接。光纤激光器分为脉冲光纤激光器和连续光纤激光器。其中,脉冲光纤激光器可通过激光的 峰值功率、频率、脉宽的设定来调节激光脉冲单点能量;连续光纤激光器则通过设定平均激光功率来调节输出激光功率。
3、半导体激光器的工作原理:
通过一定的激励方式,在半导体物质的能带(导带与价带)之间,或者半导体物质的能带与杂质(受主或施主)能级之间,实现非平衡载流子的粒子数反转,当处于粒子数反转状态的大量电子与空穴复合时,便产生受激发射作用。半导体激光器产生的激光也可通过光纤输出进行焊接。
三、激光焊接特点
激光焊接是一种新型的焊接方式,激光焊接主要针对薄壁材料、精密零件的焊接,可实现点焊、对接焊、叠焊、密封焊等,其特点有:
1、具有高的深宽比,焊缝宽度小,热影响区小,变形小,焊接速度快。
2、焊缝平整、美观,焊后无需处理或只需简单处理工序。
3、焊缝质量高,无气孔,可减少和优化母材杂质,组织焊后可细化,焊缝强度、韧性至少相当于甚至超过母材金属。
4、可精确控制,聚焦光点小,可高精度定位,易实现自动化。可实现某些异种材料 间的焊接。
四、可焊接材料及行业应用
激光焊接可应用于钛、镍、锡、锌、铜、 铝、铬、铌、金、银等多种金属及其合金,及钢、可伐合金等合金的同种材料间的焊接,也可应用于铜-镍、镍-钛、铜-钛、钛-钼、黄铜-铜、低碳钢-铜等多种异种金属间的焊接。
目前已广泛应用于手机通讯、电子元件、眼镜钟表、首饰饰品、五金制品、精密器械、医疗器械、汽车配件、工艺礼品等行业。
五、激光焊接与传统焊接方式的比较
焊接方式 |
热影响区 |
热变形 |
焊缝质量 |
是否添加焊料 |
焊接环境 |
激光焊接 |
较小 |
较小 |
较好 |
否 |
无特别要求 |
钎焊 |
一般 |
一般 |
一般 |
是 |
整体加温 |
氩弧焊 |
较大 |
较大 |
一般 |
是 |
需电极 |
电阻焊 |
较大 |
较大 |
一般 |
否 |
需电极 |
等离子弧焊 |
一般 |
一般 |
一般 |
是 |
需电极 |
电子束焊 |
较小 |
较小 |
较好 |
否 |
真空 |
六、激光焊接机类型
激光焊接机类型主要有:一体式激光焊接机和光纤输出激光器配套焊接系统。光纤输出激光器配套焊接系统是由标准激光器与更加贴近用户使用需求的焊接工作台(工作站或流水线)构成的系统,提高焊接质量和效率;光纤输出激光器分为:光纤输出脉冲YAG激光器、脉冲光纤激光器、连续光纤激光器、半导体激光器等。其中光纤输出脉冲YAG激光器包含WF系列和PB系列。
七、各类型激光器区别
激光器 |
脉冲YAG激光器 |
半导体激光器 |
连续光纤激光器 |
脉冲光纤激光器 |
激光波长 |
1064mm |
975nm/980nm |
1070nm |
1070nm |
出光模式 |
脉冲出光 |
连续出光 |
连续出光 |
可连续可脉冲 |
适用范围 |
钢、铝及铝合金、铜及铜合金等金属的点焊,也可缝焊 |
塑料焊接、锡焊 |
钢、铝及铝合金、铜及铜合金等金属的缝焊,可以满足密封要求,也可点焊 |
金属点焊,特别是高反射金属点焊 |
八、非光纤输出脉冲YAG激光器和光纤输出脉冲YAG激光器的区别
非光纤输出脉冲YAG激光器 |
光纤输出脉冲YAG激光器 |
焊点能量呈高斯分布 |
焊点能量帽形分布,能量均匀 |
在不同的功率段,激光焦点高度会变化 |
激光焦点位置固定 |
无渐进渐出功能,焊接起始段不稳定,需要预出光 |
在渐进渐出功能,可通过渐进补偿使起始段功率稳定和通过渐出来消除焊缝末端重点 |
灵活性差,不易与自动化生产线集成 |
灵活性高,易于与自动化生产线的集成 |
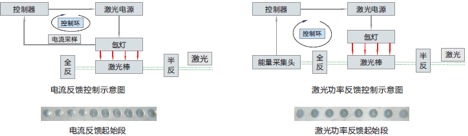
电流反馈控制 |
激光功率反馈控制 |
九、电流反馈控制和激光功率反馈控制的区别
十、能量分光、时间分光与高速分光(以三路分光为例)
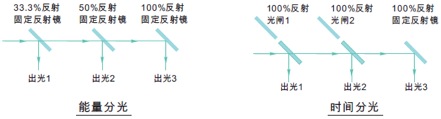
高速分光:与传统光闸不同,高速分光能以平均80Hz的频率快速切换光路,效率大大提高。其在多工位焊接时,速度优势明显。不仅可大幅节省设备成本,更可有效减少设备占地空间,对应维护成本也可节约下来。
|

