|
水性金属烤漆湿碰湿喷涂问题的研究
重庆斯耐博涂料有限公司 李小明
摘要:本文概要叙述了水性金属烤漆在包装钢桶内外涂装上的应用,重点讨论了包装钢桶外涂装双色漆湿碰湿喷涂(两漆重叠部分,见图1)存在的问题及其解决思路。结果表明,水性金属烤漆在湿碰湿施工情况下完全可应用于双色包装钢桶漆的涂装。调整两漆的界面张力可明显使水性金属烤漆在湿碰湿的施工工艺中得到应用,拉开底涂与面涂之间的表面张力,可完全解决水性金属漆在湿碰湿施工工艺中存在的漆膜弊病。
关键词:包装钢桶;湿碰湿涂装;水性金属烤漆;表面张力。
水性金属烤漆主要是由水稀释型或水溶型丙烯酸(聚酯)树脂、交联树脂、颜填料、去离子水、助剂等部分组成。主要成膜物质性能的优劣决定了水性金属烤漆的性能。但由于水性金属烤漆中溶剂为水,水的表面张力极高,导致水性金属烤漆在施工过程中产生诸多弊病,因此降低漆液的表面张力至关重要。该弊病尤其体现在水性金属烤漆在湿碰湿施工工艺中,致使水性金属烤漆无法湿碰湿喷涂,这些不足限制其在包装钢桶双色漆中更广泛的应用。
水性金属烤漆在包装钢桶外单色漆、内涂漆中不存在任何问题,关键对于外桶双色漆涂装过程中,如图1所示,两漆重叠部分(此处相当于进行了湿碰湿喷涂)总存在许多漆膜弊病。因此解决该问题,对水性金属烤漆的应用起到至关重要的作用。同时不会因为水性金属烤漆无法湿碰湿喷涂,而进行多遍烘烤,多遍喷涂等繁琐的工艺。使施工更简易节能。
为使水性金属烤漆在双色包装钢桶中广泛应用,重点考察了施工工艺、流平剂的选择。
1 实验部分
1.1 仪器设备
SDF04分散机、KF型电子天平、JJ500型精密电子天平、202A-O型电热恒温干燥箱、喷涂设备、添加装置、涂-4杯、光泽仪、量杯等。
1.2 实验原料
环氧改性丙烯酸树脂、甲醚化氨基树脂(交联树脂)、颜填料、流平剂1(不影响表面张力)、流平剂2(易降低表面张力)、其它助剂、去离子水。
1.3 实验步骤
(1)配制乳白色漆(双色漆中先涂漆,下称底漆):按预先设计配方,称取定量去离子水于调漆罐中,加入PH调节剂,低速搅拌混合;依次加入主体树脂和交联树脂,高速分散适度时间;再依次加入其它助剂,使漆液分散均匀即可;
(2)配制紫棕色漆(双色漆中后涂漆,下称面漆):同上(1)配制;
(3)底材(冷轧钢板)选取及表面处理:用500目砂纸打磨预先裁制好的冷轧钢板3-5块,至使钢板表面无锈斑等凸凹部分,使至平整,待用。
(4)喷涂施工(模仿包装钢桶双色漆施工工艺):先喷涂底漆,5-6秒后紧接着喷涂面漆。两漆有5-8厘米的重叠处,即该处相当于湿碰湿喷涂。
(5)烘烤(分阶段烘烤,模仿包装钢桶双色漆烘烤工艺):喷涂完毕后,表干1-2分钟,放入恒温烘箱100℃/5min,升温至160℃/5min,降温至140℃/5min.
(6)漆膜性能检测:
2 检测方法
2.1 在容器中状态
打开容器,用搅棒搅拌,允许容器底部有沉淀,若经搅拌易于混合均匀,则评为“搅拌后均匀无硬块”。
2.2 涂膜外观
在散射日光下目视观察试验样板,如果涂膜颜色均匀,表面平整,无气泡、缩孔及其它涂膜病态现象则评为“正常”。
2.3 黏度
按GB/T1723-1993中的乙法规定进行。试样温度为(23±1)℃;
2.4 细度
按GB/T1724-1979(1989)的规定进行。
2.5 涂膜色差
目测,与参照样板比较。评价方法由有关方商定。
2.6 光泽(60°)
按GB/T9754的规定进行。
2.7 铅笔硬度(擦伤)
按ISO15184:1998的规定进行。铅笔为中华牌101绘图铅笔。
2.8 耐冲击性
按GB/T1732-1993规定进行。正冲时样板涂膜朝上平放在冲击器的铁砧上进行冲击试验,反冲时样板涂膜朝下平放在冲击器的铁砧上进行冲击试验。
2.9 弯曲试验
按GB/T6742规定进行。
2.10 划格附着力
按GB/T9286-1998的规定进行,划格间距为1mm。
2.11 耐煤油性(内外桶)
按GB9274规定中5进行。
2.12 耐润滑油性(内外桶)
按GB9274规定中5进行。
2.13 耐防冻油性(内外桶)
按GB9274规定中5进行。
2.14 耐酸性(内外桶)
按GB9274规定中5进行。
2.15 耐碱性(内外桶)
按GB9274规定中5进行。
3 结果与讨论
3.1 检测结果
见表1(下页)
表1 检测结果
| 项目 |
外桶漆 |
内桶漆 |
在容器中状态 |
搅拌后均匀无硬块 |
黏度(涂-4杯)/s |
商定 |
细度/um ≤ |
20 |
20 |
涂膜外观 |
正常 |
涂膜色差 |
商定 |
光泽(60°)/ 单位值 |
商定 |
铅笔硬度(擦伤) ≥ |
2H |
3H |
耐冲击性/(kg.cm) ≥ |
正冲50,反冲50 |
正冲50,反冲50 |
弯曲试验/mm ≤ |
3 |
3 |
划格附着力/级(间距1mm) |
1 |
1 |
耐煤油性,(6h) |
外观无明显变化 |
200h,外观无明显变化 |
耐润滑油性,(6h) |
外观无明显变化 |
200h,外观无明显变化 |
耐防冻油性,(6h) |
外观无明显变化 |
200h,外观无明显变化 |
耐酸性(3%Hcl中,7h) |
不起泡,不起皱,允许轻微变色 |
耐碱性(5%NaOH 中,7h) |
不起泡,不起皱,允许轻微变色 |
3.2 施工工艺
3.2.1 两涂一烘工艺
制桶→酸洗磷化→60℃/8min烘干→底漆喷涂→(3~5钞)→面漆喷涂→(40钞)→ 进入第一阶段烘道(100℃/5min)→第二阶段烘道(160℃/5min)→第三阶段烘道(140℃/5min)→自然冷却→成品
3.2.2 两涂两烘工艺
制桶→酸洗磷化→60℃/8min烘干→底漆喷涂→(40钞)→ 进入第一阶段烘道(100℃/5min)→第二阶段烘道(160℃/5min)→第三阶段烘道(140℃/5min)→自然冷却→面漆喷涂→(40钞)→ 进入第一阶段烘道(100℃/5min)→第二阶段烘道(160℃/5min)→第三阶段烘道(140℃/5min)→自然冷却→成品
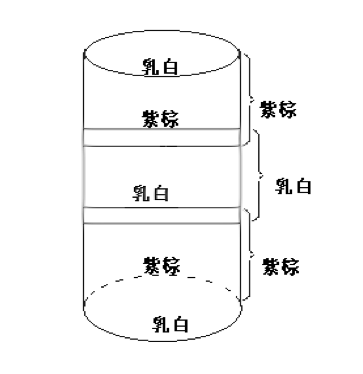
图1
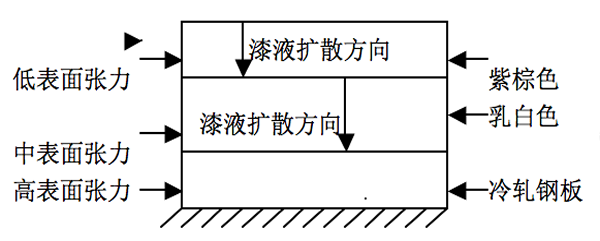
图2
3.2.3 两施工工艺对比
表2 两种施工工艺对比
项目
工艺 |
工艺说明 |
主要漆膜
弊病描述 |
优点 |
缺点 |
最终选
择工艺 |
两 涂 一 烘 |
相当于湿碰湿(两漆重叠部分)(见3.2.1) |
两漆重叠部分出现较多底漆从面漆表面窜出现象 |
节能、降耗、工序简易、产率高 |
漆膜弊病解决难度大,导致施工难度增加 |
两涂一烘工艺(客户优选) |
两 涂 两 烘 |
相当于湿碰干(见3.2.2) |
无漆膜弊病 |
无漆膜弊病 |
资源浪费大、工序繁琐、产率低 |
3.3流平剂的选择
3.3.1两涂一烘工艺中漆膜弊病分析
底漆从面漆中窜出,即底漆漆液向表面迁移(见图2),导致漆膜弊病突现。而漆液迁移主要因界面张力所致。且漆液扩散原则为:“低表面张力漆液向高表面张力物体扩散”。为什么底漆向表面面漆扩散呢?主要原因在于底漆表面张力低于面漆表面所致。
3.3.2水性金属漆降表面张力优选方法
水性金属漆中因溶剂为水,水的表面张力又高,致使漆液表面张力较高。虽然漆液中许多共存助剂均属表面活性剂,均有降低表面张力的趋势。但为拉开底漆和面漆之间的界面张力,最佳并且优先选择助剂还属流平剂。
3.3.3 流平剂筛选
3.3.3.1 筛选原则
在保证漆膜表面外观正常性能优异的前提下,调整底漆配方中流平剂添加量,使其表面张力趋于稳定。即选择不影响表面张力之流平剂。调整面漆配方中流平剂添加量,使其表面张力低于底漆表面张力,即选择易降低表面张力之流平剂。
3.3.3.2 筛选结果
经大量实验筛选择优选取流平剂为:
(1)底漆用流平剂:BYK-381(离子型丙烯酸共聚体)不影响表面张力;
(2)面漆用流平剂:EFKA-3772(氟碳改性聚丙烯酸酯)易降低水性涂料体系的表面张力。
3.3.4 底漆、面漆流平剂添加量
表3 底漆、面漆流平剂添加量
| 项目 |
流平剂
型号 |
化学
组份 |
添加量 |
底漆、面漆用同一种流平剂添加量 |
(BYK-381)底漆 |
BYK-381 |
离子型丙烯酸共聚体 |
0.2% |
0.3% |
0.5% |
0.5% |
BYK-381为离子型丙烯酸共聚体流平剂,不影响表面张力,无法解决漆膜弊病 |
(EFKA-3772)面漆 |
EFKA-3772 |
氟碳改性聚丙烯酸酯 |
0.3% |
0.4% |
0.5% |
0.6% |
项目 |
EFKA-3772 |
底
漆 |
0.4% |
0.4% |
0.4% |
面漆 |
0.6% |
0.8% |
1.2% |
结果 |
|
底漆有缩孔,流平稍差,面漆有缩孔,流平稍差,两漆重叠部分窜出点超多。 |
底漆无缩孔,流平稍差,面漆无缩孔,流平较好,两漆重叠部分仍有较多窜出点。 |
底漆无漆膜弊病,面漆也无漆膜弊病,而两漆重叠部分窜出点明显减少。 |
底漆、面漆及两漆重叠部分均无漆膜弊病。 |
|
底漆、面漆均无漆膜弊病,两漆重叠部分窜出点超多。 |
底漆、面漆均无漆膜弊病,两漆重叠部分窜出点明显减少。 |
底漆、面漆及两漆重叠部分均无漆膜弊病。 |
4 结论
试验结果表明:
(1)水性金属漆在施工工艺适可的条件下,完全可以进行湿碰湿施工。既节能又降耗,工序又简易,产率又高。使水性金属漆的推广范围更广,包装钢桶业绿色化。
(2)众多水性涂料助剂中,流平剂更适合调整水性金属漆的表面张力,利用氟碳改性流平剂更易降低漆膜表面张力。使湿碰湿施工工艺中双色漆表面张力拉开,漆膜弊病彻底消失。
(3)底漆可选择不影响表面张力的流平剂(例如:BYK-381<离子型丙烯酸共聚体>);面漆可选择易降低表面张力的流平剂(例如:EFKA-3772<氟碳改性聚丙烯酸酯>)。
参考文献
1 中国涂料工业协会. 最新涂料助剂生产制造新工艺新技术与性能介绍及典型应用实例实务全书. 北方工业出版社,2006:301~316
2 刘愈铭. 环保型水性涂料. 中国知识出版社. 2006: 39~43
3 姜英涛. 上海涂料. 1(1987).
4 苏慈生. 漆膜表面控制剂(全面涂料助剂理论学习班讲义)1984年.
|

