|
三重七层圆弧卷边工艺技术研究
中国人民解放军3602工厂
刘国良
金属包装容器种类繁多,用途也各不相同。但是钢桶作为包装容器的主要品种之一,是其它类包装容器无法取代的。特别是涉及危险物品易燃易爆物品的运输出口也对钢桶包装提出了更高的安全可靠性要求。目前国内钢桶制造行业经过几十年的发展,钢桶的制造技术有了较大的进步,包括制桶的设备,模具,工艺装备等。国内一些制桶厂家为达到国家标准及国际海运危规的要求,进行了一系列的技术工艺的攻关活动,取得了可喜的成绩。
国际上先进的三重七层圆弧卷边工艺技术已在国内制桶行业得到应用和推广。但是由于认识上及客观的原因,导致三重七层圆弧卷边工艺技术出现了参差不齐的情况。主要是表现在卷边的形状和卷层的密实度不够。导致钢桶的密封可靠性差,跌落试验难达到标准要求。
本人从事制桶技术工作二十多年,一直以来想写一篇关于三重七层卷边工艺技术方面的文章,把自己对这项技术的见解和认识与国内同行分享。基于此目的,现就运用建立数学模型的方法,为三重七层圆弧卷边技术提供一个可以量化的科学的支持和理论依据,减少盲目性,提高可靠性。
一、建立数学模型
根据卷边特性(参见《钢桶制造技术》第13章第3节“卷封装配工艺设计”)建立一个渐开线方程式的数学模型。每360度渐开线偏移2倍的材料厚度的位移。建立数学模型方程式为极坐标方程(以1.2材料厚度为例):
r=1.2+1.2×θ/3.1415926………………………(1)
式中:r——极径,mm。
θ——极角,单位度。
将θ角从0度到540度,按每5度为一个分度角(角度越小精度越高,所作渐开线越光滑)。按公式(2)计算出各点对应的极坐标(r, θ).公式(2)为公式(1)转化角度单位后公式。
r=1.2+1.2×θ/180…………………………………(2)
式中:θ——极角,单位度。
按式(2)做出72个点的极坐标点,后用三点一圆弧做出三重卷边如图1所示。
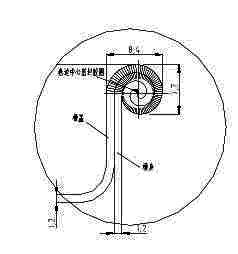
图1
做出的图1模型中,由桶底桶盖经卷边成型后的三重七层卷边结构,些结构应为是一圆滑的层与层之间是紧实的结构。中心为密封胶圈结构所处位置。中心胶条应为密实的整圈。
二、根据建立数学模型进行工艺计算
根据材料力学知识,我们知道在卷边过程中,由于材料内外圈受力的特性不同,导致内外圈在材料组织及内应力上的变化。由于卷边处外壁的材料受拉应力作用,材料会拉伸伸长,处于内壁的材料由于挤压应力的作用,材料会压缩变短。因此,要做出较为准确的工艺分析计算,需要找到中性层。薄板零件在弯曲变形过程中材料的厚度中存在着一个中性层,位于弯曲区中的中性层的材料是既不拉伸也不压缩的状态,这就是弯曲区中的唯一变形前后长度不变的位置。软钢材料中性层一般为材料厚度的0.64位置。所以由式(2)可以推导出中性层位置的极坐标方程式(3):
r=1.2×0.64+1.2×θ/3.1415926…………………………………(3)
下面根据高等数学曲线弧长的微积分知识推导出此模型的渐开线展开长度。
L= ∫x0rdθ=∫x0(0.64×1.2+1.2θ/3.1415926)dθ………………………(4)
L=0.64×1.2x+0.6x2/3.1415926+1.2 ………………………………(5)
将X=540×3.1415926/180=3×3.1415926代入(5)式得
L=0.64×1.2×3×3.1415926+0.6×32×3.14159262/3.1415926+1.2
= 25.2 (mm)
同理可计算出0度到450度的弧长为
L=0.64×1.2×2.5×3.1415926+0.6×2.52×3.1415926+1.2
=19 (mm)
根据以上计算可以做出桶底盖卷边部位工艺尺寸图如图2所示。
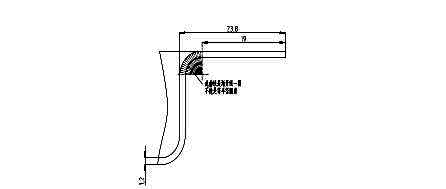
图2
目前国内有的制桶厂家对卷边的工艺尺寸不是靠计算出来,而是凭经验反复试验确定,尺寸不准确。浪费了很多时间和财力。同时需要说明的是每一个确定的工艺尺寸是对应一个相应的模型的。并且对各工艺相配合的尺寸,工装是有严格要求的。同时要说明的是目前国内厂家在生产桶底盖时,卷边处是一个R圆角,这对三重卷边会引起不利的影响。如图2所示。
除了桶底盖卷边部位形状尺寸的外,还与之相配合的桶身参与卷边部位形状尺寸也是很重要的。图3所示为桶身参与卷边的模型图。
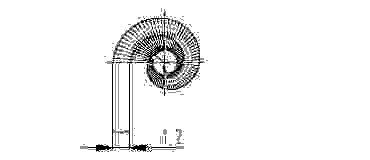
图3
同理可以推导出曲线弧长公式为:
L=0.64×1.2x+0.6x2/3.1415926………………………(6)
式中X为0度到375度
L=0.64×1.2×375×3.1415926/180+0.6×3752×3.1415926/180/180
=13.2 (mm)
桶身直接参与卷边角度285度代入式(6)得
L=8.6 mm
根据上面计算可以作出桶身扳边几何形状尺寸图如图4所示。桶身的扳边圆角也不能是等半径R的圆角,而应是渐开线圆角。是三重七层圆弧卷边的一部份。说到这里,我们对三重七层圆弧卷边的几何形状尺寸的计算初步完成。
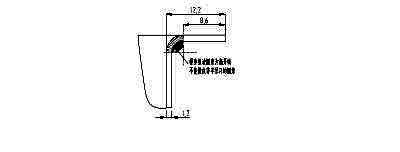
图4
三、三重七层圆弧卷边的卷边过程分析计算
三重七层圆弧卷边这一数学模型的实现其实是分步配合,科学合理的自动实现的过程。首先需要把静止的模型按动态过程进行分解。通常是在专用三滚轮装配机上自动实现的。通常一个滚轮只能完成180度的卷边加工,三个滚轮只能完成540度的卷边加工。如果加工的模型需要的卷边角度大于540度是无法实现卷边的。
分析这一过程,先得对图1的模型整体进行分解。按三个滚轮每个滚轮180度的卷边来分工配合连续完成的。通过用曲线弧长积分方法计算出三个滚轮加工最终后的模型。
如图5桶身桶底盖开始贴合时的状态图。要求圆弧部份贴合良好。这一部份渐开线圆弧是由模具保证成型的,不是滚轮成型,它是三重七层圆弧卷边的一部份。图6是第一道滚轮加工终止模型。图7是第二道滚轮加工终止模。图1是第三道滚轮加工终止模。
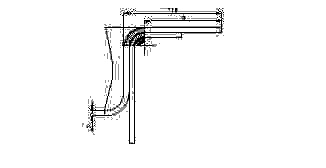
图5
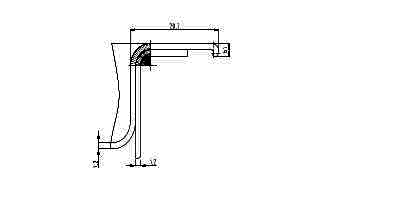
图6
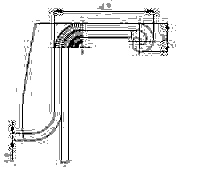
图7
到此我们完成了三重七层圆弧卷边的动态工艺过程的分析的计算。以此来研究分析卷边的工装模具的设计。就有了一个科学的依据。
四、卷边滚轮的设计制造
前面已经讲过,三个滚轮是分工配合完成卷边过程的。即每个滚轮只完成三重七层圆弧卷边的一段弧。具体滚轮槽形示意如图8是一道卷边滚轮槽形示意图。图9是二道卷边滚轮槽形示意图。图10是三道卷边滚轮槽形示意图。
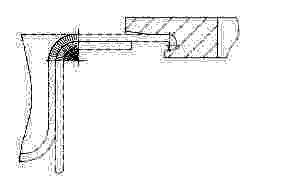
图8
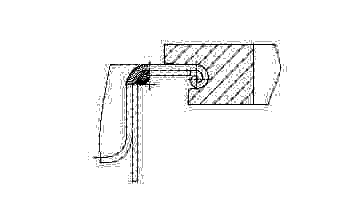
图 9
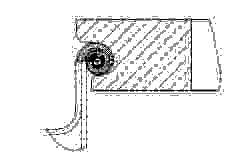
图 10
因此三重七层圆弧卷边是一个注重细节的技术性强的工作。不能在细节上有任何的不完美之处。滚轮槽形对卷边十分重要。槽形加工可以用高精度数控车床加工而成。另外,为延长滚轮寿命,滚轮材质要用高合金模具钢,热处理采用真空热处理,减少槽形的变形。槽形要打蜡抛光,表面光洁度越光滚轮寿命越长。同时加工时注意改善润滑条件,采用点滴式适量向槽形部位滴注润滑油。
总之以上是本人对钢桶三重七层圆弧卷边技术的一点认识和见解。供同行们参考。
|

