|
卷轮槽形的特性与卷边结构的形成
李贵祥
在卷边件的运转速度和进轮速度正常的卷边过程中, 卷轮槽形是决定卷边结构形成的关键性的部位,对不同用途结构形状的卷边,可采用不同槽形特性的滚轮卷压得到实现。而卷轮对卷边起卷曲作用的槽形参数确定得合理与否,又直接影响着卷边作业时的滚轮调整和卷边结构的形成。在具备基本卷边条件的情况下,他对卷边质量的优劣,成败还起着决定性的作用。因此,对卷轮主要工作部位的槽形特性展开系统的讨论,对于实现理想的卷边结构有着重要的现实意义。
一、卷轮槽形的基本要素
在正常的卷轮上,起卷曲或主要卷曲作用的槽形要素、是由所处不同位置,不等曲率、不同作用效果、 不同种类的曲线光滑过度连接而组成。这些处于不同相对位置的线、连接点、连接弧和被连接弧(曲线)的光滑过度连接,就组成了一条完整的轮槽廓形线。同时还形成一定的槽深宽、槽深和槽形截面的空积大小而组成了完整的槽形。不过,这些连接点,连接弧和被连接弧的光滑过度,又是依连接弧和被连接弧的半径大小和中心位置及中心连线或其延长线得到确定的。因此,研究卷轮槽形的基本要素时,可以从两个大的方面讨论:一类是槽形的轮廓要素,他们取着直接决定或"控制"卷边结构形成的作用;而另一类是关于尺寸和位置的要素,通常称之为槽形的几何参数,它们主要起着决定槽形轮廓的作用。二者的作用和性质不同,但又有着内在的依存关系。一般是参数决定槽形,由槽形决定卷边。参数与槽型的关系,如图1所示。要想对槽形有个全面的理解,就须从认识这些不同的基本要素开始。
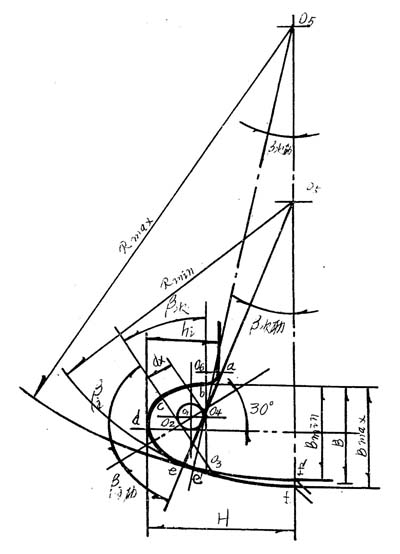
图1 参数与轮槽廓形的关系图
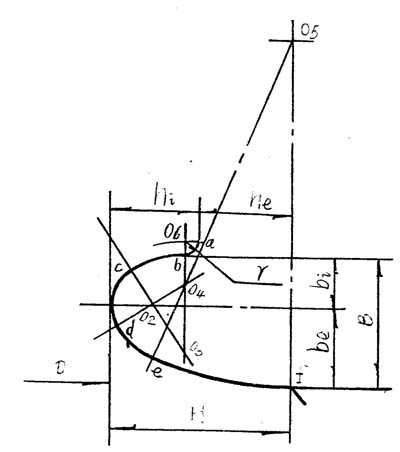
图2 主要槽形要素的名称图示
为了便于研究,必须对主要的槽形要素给出相应的名称,以便有关内容的表达。主要槽形要素如图2所示。现将它们分别称呼如下: l、称fe为次助卷曲线;2、称ed为主助卷曲线;3、称dc主卷曲线;4、称cb为次卷曲线;5、称ba为过度连接弧;对应半径r称之为过度连接弧的半径,O6称之为连接中心;6、称02、03、04、05、06为"连接或被连接的中心,从各中心至对应弧的长分别称连接或被连接"弧的半径;7、分别称bi和be为上半槽宽和下半槽宽;8、称B为槽宽;9、分别称hi和he为上半槽深和下半槽缘深;10、称H为槽深,11、称D为梢底直径。
一般地说,在通常的卷轮上,起主要卷曲作用的基本轮梢廓形要素的组成,按主次排列,有:1、主卷曲线;2、次卷曲线:3、助卷曲线,通常由主助卷曲线和次助卷曲线连接组成;4、槽宽B,通常由上半槽宽bi和下半槽宽be组成;5、槽深H,通常由上半槽深hi和下半槽缘深he组成:6、过度曲线,一般是由半径为r的一段连接弧代替;7、其它,主要指连接点,连接中心和槽底直径等组成。
除6中主要的线形之外,其他线形和各种位置的点的改变,都是用来控制槽形的。所以,应把它们合理地理解为轮槽的"辅助"性要素,相对于讨论轮槽形状特性对卷边结构形成的作用性质而言,无列出必要而略。
二、槽形要素的形式作用及性质
为了更合理地设计卷轮的槽形形状,必须对轮槽形状要素的基本形式及参数的作用及性质,分别作全面性的了解,从而能更好地掌握整个槽形的基本特征及各组成参数见的基本关系,也便能合理地选择和调整各组成参数,从而得到相对合理的卷轮槽形。
1、主卷曲线的形式作用及性质
主卷曲线的形式一般以圆弧曲线为最佳曲线。因被卷件在此段要求等曲率卷曲,方能制服材料,使之实现具有一定弹性的塑性变形,易于使卷边获得预定的结构和卷实效果:其作用是对待卷件起主要的卷曲作用。该卷弧半径的大小与槽宽和槽深密切相关,必要时,也可用其它曲线代替,但卷边效果始终无圆弧曲线好。当采用圆弧曲线作为主卷曲线时,有这样的基本性质:
(l) 它是在整个轮槽廓形要素中,最为主要的决定因素,卷边的内部结构都以该弧的曲率大小,所处槽形中的相对位置有重要关系。一旦主圆弧的半径和中心位置得到确定,那么整个槽形的基本形状就得到了确定。他是决定槽形的重要因素。
(2) 当整个槽形曲线都是采用不同曲率的圆弧曲线组成时。主卷曲线的弧长必须大于次卷曲线的弧长,但又必须小于主要助卷曲线的弧长,这三条弧线必须光滑过度连接,这就是确定三条弧的基本关系准则。
(3) 在成桶卷边过程中,一般是把等厚的两层坯料卷绞在一起。因此,在轮槽设计时,要求主圆弧的圆心始终应落在直径为1.3米~1.5倍料厚的卷边结构中心圆上,如图3所示。这是由于卷边结构中心应留有一定的密封胶保存间隙,和卷边形成过程中卷层间应有一定的滑移间隙的缘故。且主卷弧的半径应等于或小于被卷料厚的2.5倍,就是R≤2.5δ。也便实施双层坯料重叠在一起时的多重卷边。
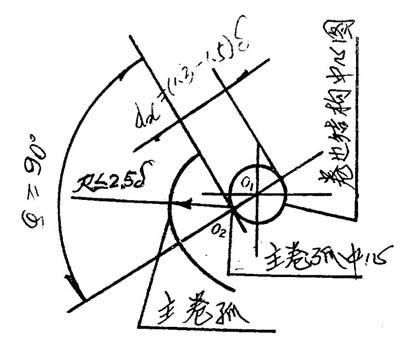
图3 卷边结构中心图与主卷弧中心的关系图
(4) 应使相应的主圆弧所占中心角,设计的始终大于次卷和主助卷弧所占的中心角,就是β主>β次>β助。同时要求β主应大于或等于90°,而β次和β助应小于60°。
(5) 主卷弧与整个槽宽关系直接:在主卷弧的半径、弧长及其中心位置一定的情况下,适当改变槽宽会得到明显不同的卷边结构和卷实效果。特别对上半槽宽和上半槽深更是有决定性的意义,当主卷弧的半径、弧长和圆心的位置得到确定时,上半槽宽和上半槽深就基本得到确定。
2、次卷曲线的形式作用及性质
次卷曲线一般以圆弧曲线的形式为主,必要时,可采用双曲线、螺旋线、渐开线、椭圆曲线、直线等。其主要对卷边起次卷作用。无论用那一种曲线作为次卷曲线,都存在着这样的性质:
(l) 其曲率半径不能小于主卷曲线的曲率半径,即次卷曲线的曲率不能小于主卷曲线的曲率, 否则将成为严重阻碍卷曲成形的阻卷曲线,对卷边无利。并使被卷件与轮槽接触表面质量受损;使被卷件的卷边流动性很差,卷力增大。在整个完整的卷边过程中,由于它的存在,有可能出现卷缩现象而产生包盘。
(2)实用次卷曲线之曲率半径可略大于主卷曲线曲率半径,即次卷曲线的曲率略大于主卷曲线的曲率,通常取次卷曲率半径为主卷曲率半径的2倍左右为宜。目的在于从理论上要避免形成线接触或面接触的阻卷性次卷直线或曲线。但其曲率不宜过大,当大成直线时,有两种可能的性质:一种可能仍然成为合理的次卷直线,也有可能成为使卷边受阻或严重受阻的阻卷直线。这与采用弧线作为次卷曲线的情况很类似,并依槽宽的改变而有不同的卷曲作用效果,如图4所示。
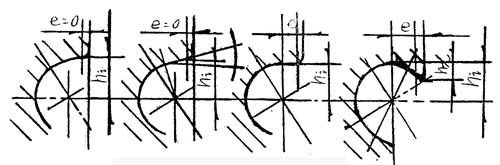
1、当e为o时,在次卷区段内件轮行或点接触,卷边也流动性最佳。2、当e大于o时,在次卷区段内件轮行或线或面接触,卷边流动性差,随着e值的增大,流动性更差,卷边阻力明显增大,使卷边表面的质量严重受损。
图4 次卷曲线的不同对卷边流动性的影响图示
3、助卷曲线的形式作用及性质
助卷曲线的形式一般由两段圆弧曲线,或是一段非圆曲线组成。当采用两段弧线组成时,通常把与主卷弧线相连的那一段称之为主助卷曲线,这两段曲线在卷边过程中的作用和性质是完全不同的,有时还把次助卷曲线称之为轮槽的导向部份。因被卷件在此段要求非等曲率卷曲,必要时也可以是等曲率卷曲,故该曲线的选择更为广泛,可以是曲率不等的两段弧线光滑过度连接组成,也可以是其它非圆曲线组成,必要时,还可以由一段弧和直线相切组成。应依具体的卷边条件和卷边结构而定。若选择得恰当,将起到好的助卷作用效果,有利整个卷边过程的顺利进行;若选择得不当,将对卷边起负作用,给卷边过程的进行带来困难和问题,主要是得不到较为理想的卷边结构。主助卷曲线的设计合理与否是决定能否采用该槽形滚轮进行再一次具有流动性卷边的关键部位,之所以称之为助卷是相对于主卷而言的,它仍是一个完币槽形不可分割的重要组成部分。
当采用曲率不等的两段圆弧曲线作为助卷曲线时,有这样的基本性质:
(l)在整个助卷区段内,被卷坯件似乎小产生很大的卷曲应变作用。应变迹象不十分明显。
(2)主助卷曲线可灵活多变,一般应依卷边的外部形状而定。它对卷边的内部结构影响不大,不可能取决定性的作用,但它对整个卷边结构的外形,起着决定性的意义。
(3)次助卷曲线的曲率在槽形曲线中一般为最小,主要起导向定位卷边的作用,同时能通过这段曲线及曲率的改变,使待卷部位与滚轮的接触面积增大或是减小。当增大接触面积时,易于提高待卷部位的强度;当减小接触面积时,则易于削弱待卷部位的强度。在变形速度正常的卷边过程中,随着被卷材质料厚的改变,往往需要改变接触面积的大小或改变待卷部的强弱来达到助卷的重作用。
4、槽宽的形式作用及性质
槽宽一般是指在滚轮的中心剖切平面内,以槽口某两个点问的轮轴方向的最大垂直距离的形式来表示,必要时以可由反映槽宽的两条平行线间的垂直距离得到体现。其作用是便于确定槽口到主卷弧在轮轴方向的相对正确位置,也是确定整个槽形的重要几何参数。无论是用点,还是用线来确定槽宽,它都是确定槽形的上口和下口及槽形截面积大小的重要因素。也是确定整个槽形不可少的关键性因素。槽宽的基本性质是:
(l)槽宽是依被卷件的材质料厚,卷边的型式、结构种类和基本卷层厚度而定的。不同的卷边型式、结构种类和卷层厚度应有不同的卷轮槽宽相对应。
(2)槽宽是确定槽形的关键性因素之一,它与半槽深、主卷弧、次卷弧和主助卷弧的半径之大小密切相关,槽形设计时,必须统筹兼顾。
(3)槽宽是决定槽形截面积大小的重要参数之一, 因槽宽、槽深和槽形线曲率的大小,是决定槽形截面积大小的三大要素。但槽宽对卷边能否严实可靠起着决定性的作用意义。当槽形较宽时,得到的卷边内部结构不可能严实,但卷边的外观质量较为理想。在轮槽设计中,合理确定槽宽必须以兼顾卷边的内部和外部质量为准则,过宽和过窄都将对卷边产生不良后果。
(4)槽宽随着卷边过程的变化而改变对卷边较为有利。如果将滚轮结构设计成如图5所示。随着卷边过程的继续或卷边结构的形成,滚轮槽宽能在克服轴向弹力的作用下,由最小宽度增加到设定的调整宽度,那卷边效果将更好。不但能实现多层多重卷边,而且卷较大直径的卷边也不易产生起皱现象。把槽宽设计成随着卷边过程的变化而变化的装置进行卷边的方法,是提高卷边质量和简化卷边程序的重要途径。
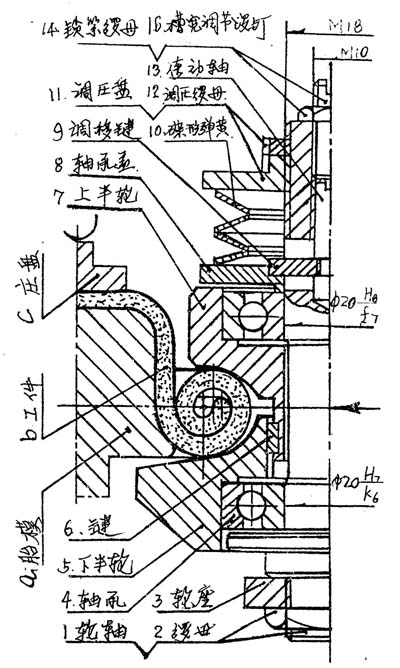
图5 轮槽宽随着卷边过程的变化而改变的装置
5、槽深的形式作用及性质
槽深通常是以一段距离的形式来表示。是指在滚轮的中心剖切平面内,沿槽口到槽底最低(相对于滚轮的中心最近)点间径向测得的一段垂直距离得到确定。由于滚轮上通常有上下两个槽口,因此,槽深一般情况有两个。通常称上半槽深和下半槽深,分别用hl和H来表示。如图6所示。其作用是便于确定主卷弧到槽口的相对正确位置,它是确定整个槽形是否合理的重要几何参数。槽深有如下性质:
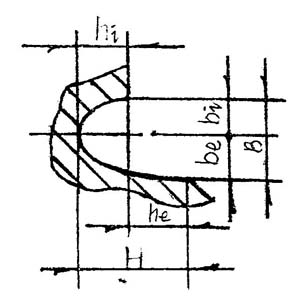
图6 槽宽和深与槽形线曲率的关系图示
(1) 上半槽深hi-般受到卷边结构和卷层厚度尺寸的限制,如7层圆卷边卷轮的hi-般不应大于被卷料厚的6倍,就是hi≤6δ。同时它还是确定次卷曲线求率的重要几何参数,对于某一特性的卷边而言,次卷曲线的曲率主要由hi和bi得得合理的确定,如图6所示。
(2) 下半槽深H通常由上半槽深hi和下半槽缘深he组成,就是H=he+hi。一般不受卷边层厚尺寸的限制,而只受卷边结构及其相应卷层展开长度的限制,但不很严格。在现实中,为了便于规范计算,还是用料厚的倍数关系来表示。如7层圆卷边卷轮的H不应大于被卷料厚钓14.688倍,就是H≤14.688。同时它还是确定助卷曲线趋誓卷边而言,助卷曲线曲率主要由H和be得到合理的确定。当下半槽深和主卷曲线的曲率一定时,随着槽宽的增加,助卷曲线的曲率将随着增大,反之,随着槽宽的减小,助卷曲线的曲率将随着减小。当槽宽B和主卷曲率一定时,随着槽深H的增加,助卷曲线的曲率将随着减小,反之,随着槽深6f,?小,助卷曲线的曲率将随着增大。如图6所示。并且槽深H和助卷曲线的曲率大小,相对于一定的材质、料厚、进轮速度而言。是确定该轮槽是否易于产生卷缩的两大因素。在轮槽设计时,必须注重这一特性。
(3)槽深是决定槽形截面积大小的参数之一。在槽宽、槽深和槽形线曲率的大小这三个决定槽形截面积大小的要素中,它显得没有其它两个要素重要。不过这是相对于它的选择性对卷边的作用而言的。主要起作用的是上半槽深。对卷边起作用的槽形截面积,通常是指上槽口在下槽缘线上的投影与部份槽形线围成的面积,如图7所示。可以肯定,他对卷边的严实性影响不大,一般都是根据卷边结构依被卷料乒而定的,无更多的选择。对7层圆卷边而言,相对于卷轮可使上半槽深取得小一些,一般不应大于6倍料厚,就是hi≤6δ。
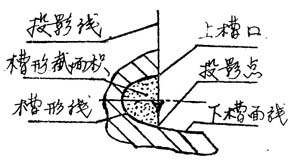
图7 槽开截面示意图
6、过度曲线的形式作用及性质
卷轮上的过度曲线,通常是指布在上半槽口处,以半径为Y的一段连接弧的形式得到确定。有时也可以用一段倒角的直线代替,但始终没有连接弧过度理想。连接弧的有无和连接弧半径的大小对卷边能否顺利进行及卷边质量的优劣起一定的作用。具体制轮过程中,连接弧半径的大小要取得恰当,过度弧的作用与性质直接与过度弧的半径大小有关:
(1) 当上槽口无过度弧或过度弧的半径很小时,在卷边过程中易于切坯或划伤已卷表l面,在卷边圈上留下痕迹。严重时,在卷边过程碍,会飞溅出象线一样的切屑,导致已卷表面质量很差。若操作者不慎,有可能刺伤手。严重影响卷边的梧体性外观质量。
(2) 若过度弧的半径取得过火,将会减短次卷弧的长度和过份扩大上半槽口宽,使槽形导致性质上的改变。从而大大降低主卷曲线的卷边效果,使卷边内部结构质量受到严重影响。因此,过度弧的半径一定要取得恰到好处。一般可取Y=(0.5-1)δ相对更为合理。
7、其它
其它轮槽要素与槽形要素相关的内容主要有:连接点、连接中心……和槽底直径等。其中对槽形的成形效果影响大的是槽底直径,有必要作认识与讨论。如图2所示。槽底直径D的形式作用及性质是:
槽底直径通常是以槽底最低点所在中心剖切平面内,得到度量的某一尺寸形式确定的。从表面上看,槽底直径是乎与滚轮槽形的卷曲作用无关,但实质上它是能够综合体现槽形卷边能力的一个重要参数。在槽宽、槽深和槽形、曲线一定的情况下,槽底直径的大小,对卷边阻力的大小起着决定性的作用。
槽底直径的作用性质有两个方面:一是用它来确定滚轮的整体结构尺寸。无论是整个滚轮形状的大小,还是轴承位置结构的确定,都与槽底直径的大小密切相关。二是用来综合性地反映着整个槽形对卷边能力的度量。在卷边件的运转速度和滚轮的进给速度,进给力及槽形一定的条件下。槽底直径越小,卷边对的变形程度越厉害,卷边越易于实现严实性。反之,槽底直径越大,卷边时的变形程度就不显厉害,卷边难于实现严实性。因此,在不影响滚轮强度和结构的情况下,槽底直径尽可能越小越易于卷边。反之,随着槽底直径的增大,卷边阻力将明显增大,卷实效果欠佳。
三、结论
总之,在讨论滚轮槽形的特性与卷边结构的形成时必须把握好依据轮槽的廓形要素正确决定轮槽廓形,用轮槽形有效地“控制”卷边结构的形式的客观规律。结合试卷剖样的反复实践,就能把握轮槽廓形要素与卷边结构的形成关系,以便指导滚轮的设计、制作、安装与调整,为最终获得满意的卷边结构提供可靠的理论依据。
|

