|
钢桶圆卷边生产尝试
石河子柴油机厂 黄昭易
虽然GB/T325和新国标意见征求稿上,允许钢桶平卷边生产,但是根据我厂实践,三重圆卷边密封性远优于双重平卷边,在这方面,我们作了大胆尝试。
一、利用扇形圆弧凸轮轮廓来使平底从动件产生不同的近似的五种速度即:快等加速、等加速、平移速、快等减速及平移速。
根据凸轮运动规律得知:
W——凸轮的角速度;
φ——凸轮所转角度;
微分从动速度 V=ds/dt=RWsinφ;
再微分从动件加速度 a=av/at=RW2cosφ;
从动件平移速度 V平=a平均加速度/a平均减速度;
由a=RW2cosφ,可知这种凸轮机构的从动件其加速度按余弦规律变化的。
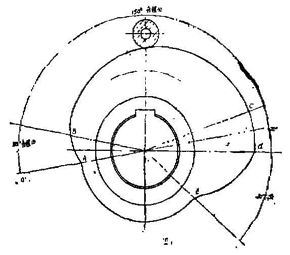
图1
由图1可以得知,当从动件从A点运动至B点,cos20°时,它的升程为10,cosφ值变化很大,它的变化是快等加速。当从动件从B点运动至C点,cos150°范围内时它的升程为30,cosφ值变化较小,它的变化是等加速,也是工作曲线,当从动件C点运动至D点,cos20°范围内时,升程为0时,cosφ值无变化,在钢桶卷边过程中称为保压,它的变化是平移速。当从动件D点运动至E点,cos40°范围内时,它和升程为-40°cosφ值变化最大,且为负值,其变化是快等减速。最后当从动件从E点运动至A点,cos130°时,它的升程为0时,cosφ值无变化,其变化是平移速,而我厂的200L闭口钢桶就利用上述的5种运动规律及其原理,来完成一个循环自动工作的。
二、钢桶圆卷边的质量好坏,很大程度取决于卷边轮的尺寸及槽工艺结构的合理性,还与两套边轮之间的工步有联系。一般讲,双重平卷边由二次工进卷边即可完成,而三重圆卷边则需增加一道预卷工序来完成。每道工序间尺寸、工求既不相同,又有联系,前道轮为二道轮预卷,二道轮为三道轮作准备。三道轮完成后才算卷边工序完成,相互配合,先后有秩。但是,在我厂如要买一台预卷机则需花11.5万元资金,而且,在生产三重圆卷边得分底盖单独预卷,这样不利于卷边的底盖与桶身在卷边中的同轴度。由于多次安装,赞成的误差,影响了钢桶卷边的密封性,这样做是不可取的。
我们分析了卷边轮的结构和工件的迭合卷曲原理,因为它是卷边机上较为关键的零件之一,所以在不增加预卷机的情况下,依然用原设备一机两轮,一改平卷边轮槽结构尺寸,合理运用,并调节好一轮与三轮之间的过渡尺寸,见图2、图3。因轮槽形状近似于垂钩式样,这样可以使铁皮较顺利流畅地进行卷曲它的大小,卷曲升角的快慢,都状有可能使钢桶赞成次品或废品,所以它将是重要的一组理论数据,并严加控制好。
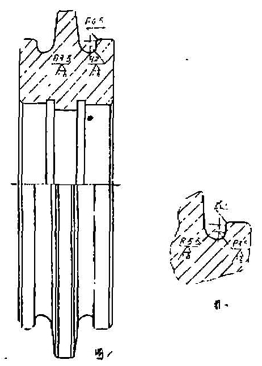
图1和图2
三、在钢桶两端参加卷边的铁皮进行磨削,状去除1/3的厚度,因为铁桶的卷边上盖和底是由桶身经翻边后迭合,在卷边机的封盘上,经卷边轮旋压成形而完成卷边工序的,所以卷边轮在卷边时,轮槽的几何尺寸是不变的,旋压后的两套滚轮已进到位后的轮槽内的铁容量是有限的。再则桶身缝焊搭边是两层重迭在一起熔焊而成的,可焊层总是比一层铁皮要厚,同时搭边焊缝处两侧均1-2mm没有容合压薄的铁条线,且又参与卷边,这样使其段加粗了卷边的直径,在卷边时轮槽将多余的铁旋出,在卷边处,形成铁舌,这将是最容易赞成密封不严的薄弱处。
四、卷边轮在工作过程中,由于盖底钩和桶身周边两端,有剪切或冲裁毛剌,我们要求此处不得有起过0.24mm的毛剌和盖底翻边,应平滑,不得有0.3mm的毛剌和摺皱。这些方面可引起周边的渗漏,卷层密封性能不可靠。别外在等速渐进的卷边轮旋压的同时,在相对运动摩擦产生的大量的热,使轮槽表面粘结着一部分溶铁,它使得表面退火,降低了工作表面的硬度加速轮槽内表面的磨损,使得表面粗糙,影响卷边筋表面的光洁度。
五、我厂生产200L闭口钢桶卷边机是自制设备,即使是购进外省的设备,其技术参数不一,卷边轮的工进速度和封盘速比配合不当,都将严重影响卷边质量,重者毁坏设备。我们在处理这个问题时,将卷边轮工进速度调至0.105m/min,封盘旋转线速度为223 m/min。当用1.25mm铁皮时,如果尺寸精度变化太大,其卷边轮与封盘的差速比,也要发生变化,所以工进速度不变,在相同材质厚度不一,桶身与盖底迭合后的卷边周边对工进的线速度不一样,它将随桶用材质的加厚而变慢。
六、密封材料的选择。在卷边中,为保证质量,需要在卷边的盖底钩和钩部内侧匀涂密封材料,其成份由乳胶或橡胶与填充料、树脂、增粘剂等配制而成的溶剂。因为在卷边时,卷层中不可能完全无空隙,由于铁的刚度在旋压之后产生回弹,如果在卷层中涂布的封缝胶太厚,同样,也会产生回弹(一般每公斤50只),卷层中形成空隙,达不到卷边层次,尽管灌装物千差万别,由于我们采用填补我国空白的厦门产鹭路卷边N-2型封缝胶,它的防腐、耐候、耐温、柔韧、耐冲击等性能具有相当好优越性,避免引起密封质量上的不良后果。
|

