|
热转印技术在钢桶生产中的应用
江苏句容市三圆制桶有限公司 王明权
一、概况
在钢桶上印制唛头,在我国已经经历了从最初的人工刻制模板、手工喷印到了现在普遍使用的丝网印刷,丝网印刷也从原先的手工刮印发展到了现在的机械印刷。丝网印刷的优点很多,它能够把许多精细的图案和文字,清晰地印刷在钢桶上。但最大的问题是,对于现在许多客户要求的把注册商标印在桶上就有问题了,因为许多注册商标是彩色图案,如何把不同色彩的图案印在钢桶上,丝网印刷就很难解决了。热转印技术能很好的解决这个问题,它能够把不同色彩的图案及颜色有深浅变化的图案,原本的复印到钢桶上,清晰、美观、漂亮。
二、热转印的原理
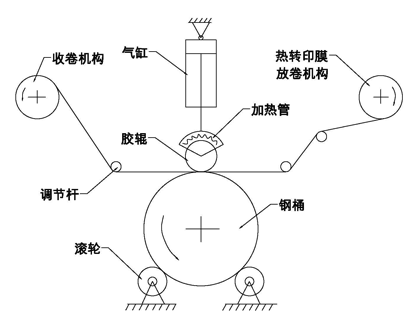
热转印就是将所要印制的唛头,先做在热转印膜上,这一工作由专门制作热转印膜的公司做。使用时,通过专门的热转印机,先对钢桶加热,再对热转印膜加热,通过压印胶辊将热转转印膜压在加热后的钢桶上,一边压一边转动,这样热转印膜上的唛头图案就能清晰地印在钢桶上了,并且与热转印膜分离。这一过程必须的条件是:钢桶要有一定的温度,热转印膜也有一定的温度,并且在有一定压力情况下完成的。
三、热转印工艺简图
四、应用介绍
下面就使用方面一些要求和工艺参数作一些简单介绍:
1、对钢桶的要求
所要印唛头的钢桶必须圆整,表面漆膜或锌层必须光滑、平整,清洁无任何杂物和灰尘。钢桶表面的质量直接影响热转印的效果。
2、热转印膜的要求
热转印膜上所做的图案、文字必须完整、清晰,色彩符合要求,印制过程中能分离清晰,不能分离不清,造成图案不清或缺失。热转印膜不能太薄也不能太厚,太薄了印制时因受热会熔化,与所印图案一同粘在桶上;太厚了则要增加温度,放慢速度,浪费能源,同时与其它工序速度不相配,一般膜厚选用0.02mm。
三、工艺要求
热转印工艺主要要掌握三大要素:(1)钢桶的加热温度;(2)转印速度;(3)胶辊压力及温度。下面就这三点分别阐述:
1、钢桶加热
采用热转印方法印制钢桶唛头时,首先要对钢桶加热。加热时,一般桶的表面温度要加热到80~90℃,这样在从加热处搬运到热转印机上时,才能保证印制时有60~70℃左右的最佳温度。钢桶的加热可利用烤漆后,出烘道时的温度,即钢桶出烘道后不进行快速风干,而直接进行印制唛头,也可另行采用电加热,比如镀锌桶或已冷却的烤漆桶。采用电加热时可自制一个加热器。只给要印唛头的局部进行加热即可,不必整个桶都加热。我公司自制的简易加热器如下图所示,将钢桶立着放于加热器旁,离电阻丝约80~100mm,大约1分钟即可放于热转印机上进行印制。
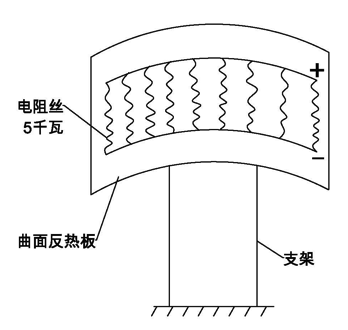
加热器简图
2、转印速度
热转印印制唛头的速度是由压力胶辊的转速控制的,一般调节到胶辊的线速度为8~9m/min即可。速度过快,转印不完全,有些图案还留在转印膜上,赞成图案有缺失,速度过慢,会赞成转印膜粘在桶上,影响质量。除了压印胶辊速度需适当外,转印膜的放卷速度和收卷速度也要配合调节好(参看工艺图)。
3、胶辊的压力及温度
胶辊压在桶上印制时,一定要有稳定的压力保证,一般系统压力调节到0.2MPa即可。实际压在桶上的压力还与胶辊在气缸收回后同桶之间的距离大小有关(见工艺简图),适当调节它们之间的距离,即可在一定范围内调整印制的压力。调节的标准是印制图案要清晰完整,同时又不致桶身变形凹陷。
胶辊除压力有要求外,和钢桶一样还需要加温,它的加温是靠热转印机上胶辊上面的加热管加热的,它加热的目的是在压上热转印膜时给热转印膜加温。一般把热转印机上温度控制显示温度调到150~170℃即可,需要说明的是,这时感应器的探头与胶辊的距离必须在20~30mm之间,过大或过小都要重新设定温度。
4、其它
为了保证唛头的印制质量,唛头的长度最好控制在500mm之内,高度控制在150mm之内,这样在印制时,从开始印制到最后结束处,桶身的温度相差不大,质量有保证。
五、结论
自2010年6月开始至今,我公司一直在进行着热转印印制唛头,这一方法不仅得到了现有客户的肯定,也得到了其它客户的赞赏。以上热转印方法和有关工艺参数,是我们在生产中反复实践得出的。仅供大家参考。由于各家的设备和生产环境不同,其工艺参数可能要作一定的调整,衷心的希望同行的专业人士能和我们一同探讨研究,使这种印刷工艺在制桶行业得到更好的利用,为我们制桶桶业的发展争光添彩。
|

