|
钢桶七层卷边工艺尺寸的确定方法
王霖
[摘要]分析了钢桶七层卷边工艺的影响因素,指出压辊成形曲线沟槽的形状大小与钢桶身,桶底、桶顶半成品接合边缘的组合尺寸卷边工艺成形质量的主要影响因素,并举例说明发这二大主要影响因素有关有确定及计算方法。
关键词:包装容器 钢桶 卷边工艺 尺寸计算
钢桶制造过程中,经过下料、磨边、窝圆、点焊、缝焊、扳边、滚波纹、涨筋之后,就需要进行的最后较为关键的一道工序。卷边工序是用几个带曲线沟槽的压辊,靠滚后的办法,将加工合格的桶身、桶底、桶顶咬合连接在一起,使得钢桶卷边达到所设计的结构和尺寸,并具有一定的强度、抗冲击能力,以经受住钢桶成品在灌装、贮存、运输和搬运过程中所承受的重压、碰撞、跌落等恶劣条件对钢桶各个方面性能的考验。由于卷边不好而造成钢桶渗漏是人民制桶行业长期面临的一大难题,所以先进的卷边形式——“七层”卷边就应运而生了。这里的“七层”是指从钢桶卷边剖视图的横向来看,以桶身与桶底(桶顶)的钩接中心部位划横线,每一个板材厚度算一层,则从最内侧的桶底材料板厚数到外侧的桶底(桶顶)材料板厚,一共有七层(见图1)。下面就从钢桶七层卷边工艺的影响因素以及相关主要尺寸的确定方法这两大方面来逐一探讨钢桶七层卷边的工艺问题。
图1 七层半圆形卷边剖视图
A-七层卷边的厚度尺寸;B-七层卷边和宽度尺寸;C-封缝胶
1 钢桶七层卷边工艺有影响因素
钢桶七层卷边工艺的成形质量与钢桶身、桶底、桶顶半成品的加工合格与否,压辊成形曲线沟槽的形状大小,压辊相对于封口夹盘在其工作极限位置时的上下安装位置,压辊的光洁度、板材的性质、板材的厚度和压辊的进给速度等因素有关。其中,压辊成形曲线沟槽的形状大小与钢桶桶身、桶底、桶顶半成品的接合边缘有组合尺寸是七层卷边工艺成形质量有主要因素。因为压辊的光洁度、板材的性质、板材的厚度和压辊的进给速度对生产某种规格有钢桶制造厂来说,一般都是确定有,而压辊成形曲线沟槽的形状大小则要根据人们所设计的七层卷边和形状及大小来决定。以图1形状的七层卷形式来做200升钢桶 的压辊设计为例;第一道压辊即预卷压辊的曲线沟槽形状较简单,一般是由一个斜度小于4°的倾斜导引平面与一个半圆弧面(半圆直径大于桶身材料厚度)所组成;而第二道压辊和第三道压辊都是由三段两两相切的圆弧曲面和一个导引倾斜平面所组成,并且,从导引斜面开始,每段圆弧曲面的半径值的变化规律是由大到小。其中,与导引斜面相切的圆弧曲面的半径最大,约在R10~R4之间,第二段圆弧曲面的半径较小,第三段圆弧曲面的半径最小,此段圆弧曲面为卷边变形的关键部位,其值一般在R3~R4之间。只不过第二道压辊的每段圆弧曲面半径均大于第三道压辊的每段相应的圆弧曲面半径(相差值在0.5~2范围内)。但是,第二道压辊的导引倾斜平面的斜度小于第三道压辊相应斜面的斜度(均小于4°,相差值1°~2°范围内)而且,第二道压辊变形关键部位的深度尺寸和宽度尺寸均小于第三道压辊变形关键部位的相应尺寸。(相差值约为1,但都小于所设计的七层卷边结构的相应尺寸。)图2是江苏省已达《国际海运危规》I类包装标准的某制桶厂生产的200升钢桶,如图1形状的七层半圆形卷边的第二道压辊和第三道压辊的沟槽曲线加工样板图。从图2可看出上述规律。这里值得一提的是,第二道压辊和第三道压辊在封口机上下安装位置尺寸也较重要。实践证明第二道压辊在其工作时的极限位置即它马上要上行退回的瞬间与封口夹盘在上下方向的合适距离S,为桶底(桶顶)材料板厚有5倍尺寸值,第三道压辊在它完成工作行程即将向上方向的合适距离S,为桶底(桶顶)材料板厚的2倍尺寸值。(见图3)只有这样安装压辊,才能保证第三道压辊正常发挥其成形作用,从而实现七层卷边的结构。此外,还要注意在未采用自动缝焊工艺的情况下,应尽量减小桶身缝焊处的搭边宽度值(一般对200升钢桶该控制在6~10之间)并应将桶身缝焊两端部位打薄,以减少”丁字口(所谓“丁字口”,是指桶身缝焊两顶端与桶卷边周围的相接部位,它是卷边的最薄弱部位。)处的板厚(不打薄时,“丁字口处的板厚层数为8层材料厚度,其中桶身占”)4层,桶底或桶顶占4层,而一般七层卷边处的板厚数为7层,其中桶身占3层,桶底或桶顶占4层),使其不产生因材料较厚而出现“丁字口”处的铁舌。一般来说,卷边处出现铁舌时,一经碰撞,钢桶就较易渗漏。
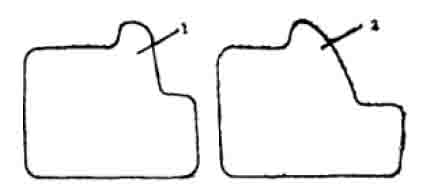
图2 200升钢桶七层卷边压辊沟槽曲线
1、七层卷边第二道压辊沟槽样板;2、七层卷边第三道压辊沟槽样板
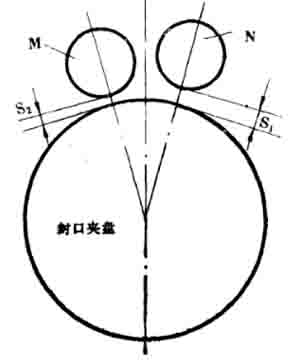
图3 封口夹盘与压辊距离S1、S2
M-第三道压辊;N-第二道压辊
2 钢桶七层卷边工艺主要尺寸的确定方法
为确保七层卷边的结构和尺寸,首先必须保证钢桶桶身、桶底、桶顶半成品的结构和尺寸合格,尤其是要确保这三者接合边缘的组合尺寸有正确与稳定。因为对桶身这一半成品而言,其板边尺寸和板边角度(一般应≥90°)的超差都将直接影响卷边的工序质量,造成卷边不能咬合,卷边层数不足七层,卷边过卷边处出现铁舌问题;对桶顶、桶底有半成品而言,其翻边凸缘尺寸过小,卷边不能达到所需要有七层,或者是在卷边卷合层的中心形成过大有空隙(一般空隙应小与1毫米),封缝胶不能完全地密封空隙,造成渗漏,而翻边凸缘尺寸过大,又会使卷边在卷合时,不能完全地把多余的凸缘卷合进去,从而造成卷边处的铁舌,或者是在预卷时,会使预卷圆不是形成一个开口半圆,而是变成一个闭口整圆,这样的桶底、桶顶在参加卷边时,会使桶身自卷,结果使得卷边不能很好地咬合,或者是将卷合层的中心空隙完全堵死,封缝胶失去存在的空间而被挤出卷边,不能形成密封。没有封缝胶辅助密封的钢桶,其防碰撞、防跌落的性能都大为降低,其卷边处一经碰撞、跌落、就会产生渗漏。钢桶桶身,桶底。桶顶。半成品接合边缘的组合尺寸的大小是由人们所设计的七层卷边的形状及大小是由人们所设计的七层卷边的形状及大小所决定的。下面介绍2个图1形状的七层半圆形卷边的各类钢桶都适用且较节约材料的确定桶身板边值L′和桶底、桶顶的翻边凸缘值L(见图4)和通用公式:


以上公式中,
t——桶身或桶底、桶顶材料板厚
A——t层卷边的厚度尺寸(A=7t+0.25~0.5),
B——t层卷边的宽度尺寸(B=7t+0.25~0.5),
R——桶底、桶顶转角半径。
图4桶身板边植L′,桶底(顶)凸缘植L
真正的t层半圆形卷边,AB两值应设计成等值即无论从七层卷边剖视图的中心部位的横向来数还是从七层卷边剖视图的中心部位的纵向来数(见图1),卷边层数都应是七层。
现以200升闭口钢桶如图1形状的半图形t层卷边的有关尺寸计算为例来说明上述公式的使用方法。
已知:200升钢桶桶身,顶的材料厚度
t=1.25,桶底、桶顶转角半径R=3
t层半圆形卷边的厚度A和宽度B为:
A=B=7t+0.45=0.92
则桶身板边值
 
=17.82
=18(四舍五入取整数值)
桶底、桶顶翻边凸缘值
 
=28.86
=29(四舍五入取整数值
上述二公式,经过我厂制造的多种规格的七层半圆形卷边钢桶的生产实践验证,表明它们是切实可行这有效的。
总之,随着人们对钢桶七层卷边工艺的不断探索和完善,再加上全自动缝焊工艺的推广采用,制造成钢桶渗漏的问题将不再是一大难题了。目前,七层卷边先进工艺在全国制桶厂家的普及使用已为提高我国钢桶的品质等级起到了至关重要的作用。
|

