|
三相中频逆变全自动高速钢桶缝焊机的技术特点(2)
应城骏腾发自动焊接装备有限公司 王敬华

3、具有电流集束作用
交流电流在通过焊接区时,由于趋表效应而出现发散现象。与此相反,逆变式焊机输出纹波很小的直流电流通过焊接区时有向中心集中的“集束作用”。它能使焊接热量集中、焊点周围热影响区减小。这一特点对镀层板(镀锌、镀锡等)、多层板、铝合金板、不锈钢板和厚板的焊接尤其重要;
由于直流焊接电流的集束作用和没有过零效应使得在同样焊接条件下,采用逆变焊机时所用的焊接电流比交流焊接时可降低25%~30%;(这是中频逆变焊机运行成本低的特点之一)
电极冷却要求有所降低,可以减少冷却水消耗;(这是中频逆变焊机运行成本低的特点之二)
直流焊接电流的集束作用极少产生焊接飞溅,提高电极使用寿命1倍以上,并节省了电极修磨时间,提高了生产效率。 (这是中频逆变焊机运行成本低的特点之三)
图10为焊接镀锌板交流焊接时产生飞溅照片。

图10 焊接镀锌板交流焊接时产生飞溅照片
图11为焊接无涂层钢板时的电流曲线图。图12为焊接有涂层钢板时的电流曲线图。
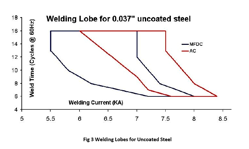
图11 焊接无涂层钢板时的电流曲线图
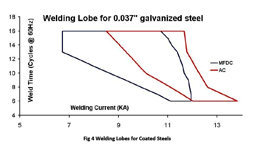
图12 焊接有涂层钢板时的电流曲线图
4、焊接变压器重量轻、体积小
对容量一定的变压器,决定其体积和重量的主要因素n(绕组匝数)和 S(铁芯截面)与工作频率是成反比关系。即可通过提高工作频率的途径减少绕组匝数和铁芯截面。在目前的设计和制造水平下,1000Hz逆变式焊接变压器的重量仅是同等容量工频焊接变压器的1/5~1/3。使焊机的结构紧凑、重量减轻、安装维修方便。图13为焊接变压器外形图。
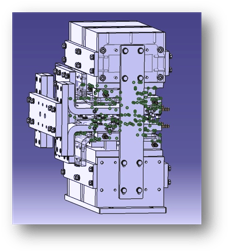
图13 焊接变压器外形图
5、电源三相负截平衡
交流焊机只能单相供电,破坏了电网平衡,严重影响了其他用电设备的正常运行。因此,也使大容量交流电阻焊机的使用受到限制。
逆变式焊机由电源三相供电,其运行不影响电网的三相平衡。
图14为三种电源的原理简图
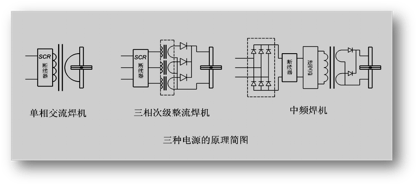
图14 三种电源的原理简图
6、功率因数高
焊机的功率因数是影响供电设备利用率的重要指标,若焊机的功率因数提高一倍则对供电容量的要求减少1/2。
由于电阻焊机输出的是低电压、大电流。因此,焊机次级回路的电感作用明显,它使得交流焊机的功率因数只能达到0.3~0.5 。而逆变式焊机输出的是直流焊接电流,焊机的功率因数可以高达0.95 。因此,逆变式电阻焊机对供电容量的要求还不到同等容量交流焊机的1/2。 (这是中频逆变焊机运行成本低的特点之四)
电网电缆截面积可大幅度减小。交流焊机若是用75mm2电缆线,中频逆变就可用50mm2 (这是中频逆变焊机运行成本低的特点之五)
7、避免了交变电磁力对焊接压力的干扰
焊接压力的稳定是实现优质焊接的重要条件。交流焊接时,强大的焊接电流使电极臂受到交变电磁力的干扰,从而导致电极压力的不稳定,影响焊接质量。
逆变焊机输出的是直流焊接电流且纹波很小,不会影响电极压力的稳定,因此,可以用更小的焊接压力完成工作。(这是中频逆变焊机运行成本低的特点之六)
8、控制精度高、速度快 、分析准
普通工频焊机(包括交流和次级整流焊机)一般是用可控硅移相控制。由于工作频率(50Hz)的限制,其焊接电流的最小调节周期也需20ms(一个周波);
中频逆变电源的工作频率是1000Hz,其焊接电流的最小调节周期只有1ms (一个周波);
因此中频逆变电源可以更精确地控制电流输出,更快地达到设定电流,能更快地完成焊接,焊接过程也更为可靠;
基于整个中频逆变系统的先进性,可以更多、更准确地分析焊接参数。
9、控制系统的监控功能
自动诊断功能,在每次焊接前会先行测量输入电压、频率、气压、冷却水压力等多项数据,在焊接时会测量可控硅是否在正常导通状态,以确保焊机在正常下运行。
焊接控制器通过检测初级输入电压及输出焊接电流,在输入电源±15%变化时,输出电流变化在±1%内,恒流/恒压控制响应时间不超过1个毫秒(1ms);
具有多功能保护及缺相检测,用于监视输入电源电压之高低,若超出额定值±15%时,或当三相电源发生缺相时,会自动停止工作,防止因缺相而出现事故 ;
可控硅/IGBT驱动板与控制器采用光耦隔离,除将大电流和弱讯号分隔不至干扰控制器外,更主要是把高低压电源分开,保障人身安全,即使操作者在极恶劣的工作环境下使用控制器,也不会发生任何事故 ;
焊接控制器可直接控制电气参数和机械动力参数,真正实现焊接程序的电控切换。
三、结束语
公司在高速钢桶缝焊机系列产品研发、生产和销售等工作方面做出了很大的努力,同时也得到了国内同行和焊接专家、客户的支持和关爱,使高速钢桶缝焊机系列产品生产量达到19台,综合技术水平达到国际先进水平,并且以稳定的质量,优惠的售价、良好的服务赢得客户的好评,经济和社会效益显著,为发展民族焊接制造装备业作出了贡献。
|

