|
钢桶涂料手工刷涂和手工喷涂
上海徐工涂料技术有限公司 徐国兴
涂料的涂装方法很多;有刷涂法、擦涂法、浸涂法、刮涂法、淋涂法、滚涂法、流化床法、电泳涂装法、幕帘涂装法、空气喷涂法、高压无气喷涂法、静电喷涂法等等。不同的涂装方法具有不同的特点,适用于不同的工件形状、不同的涂层要求和不同的涂料。
现在,国内外制桶行业的涂装都朝着连续化、自动化、封闭化发展。国内的大多数较大型制桶厂也均采用了全封闭的自动高压无气喷涂和烘烤一体的流水线。然而,国内的大多数中小制桶厂都还是采取各种人工涂装的方法。就是那些已经采用了全封闭流水线的制桶厂,对于客户要求的少量特殊钢桶也还是不得不采取人工涂唠兴方法c所以,人工涂装对于钢桶行业是不可缺少的。
国内钢桶常用的人工涂装方法有刷涂法、空气喷涂法、高压无气喷涂法等等。以下就这几种方法分别给予介绍。
一,刷涂法
这是一种最简单的涂装方法,除了快干涂料(如硝基漆、过氯乙稀漆等)外,几乎所有干性较慢的涂料均能用漆刷进行涂装。它的适用性强,不需设备,操作简便,易于掌握、灵活性强、涂料浪费少。钢桶涂料用手工涂刷时,涂料较易渗入钢桶材料表面的微孔,因而增加了涂料对钢桶的附着力。但是人工涂刷劳动强度大、工作条件差、效率低、涂层易出现厚薄不均、流挂和刷痕等现象。
2、刷涂的工具
刷涂工具当然就是漆刷。但是漆刷种类很多,按形状分一般可分为扁形、圆形和歪脖三种。按制作材料又可分为硬毛刷和软毛刷。硬毛刷常用猪鬃、马鬃制成,软毛刷常用狼毫、山羊毛、狐狸毛、獾毛和鹿毛等制作。
市场常出售的有扁刷、圆刷、板刷、歪脖刷、锅圆刷、大漆刷、水性扁刷、底纹平笔、排笔等等。

图1 各种漆刷
图中:1-扁刷:2-圆刷;3-歪脖刷:4-锅圆刷;5-大漆刷:6-水性漆刷;7-底纹平纹刷:8-排笔
钢桶涂料的漆刷最好采用扁刷和排笔,并且一般应以鬃厚、毛齐、根硬、头软为好、鬃毛愈长愈厚愈耐用,刷毛直、齐、密并富有弹性,施工起来质量就好。
3、扁刷和排笔的规格
扁漆刷的规格可分为0.5英寸(12mm)、1英寸(25mm)、1.5英寸(38mm)、4英寸( lOOmm)等:排笔可分为4-8管排笔、8-20管排笔等。一般来说,钢桶底和盖的头圈及桶盖的小开口周围部分宜用1.5英寸左右的漆刷涂装,底盖的其它部分和桶身部分可用3-4英汰寸的漆刷涂装;而当涂刷钢桶内涂料需将底、盖和桶身分别进行涂刷时,则可用并排钉在一起的二把3英寸漆刷或20管排笔涂装。
4、漆刷的处理和保管
新漆刷初用时,其刷毛易脱落,所以在使用前应先在1号的砂布上来回砂磨漆刷的刷毛端部,把刷毛磨顺并使刷毛柔软。然后将漆刷的刷毛用温水浸泡润湿,再用肥皂水洗涤后阴干。新的排笔也应用温水浸泡润湿后再用肥皂水洗涤阴干。刷漆前蘸取少量油漆在干净的废物面上来回刷涂数次,—使其浮毛、碎毛脱落,然后才能正式使用。
刷过涂料的漆刷,若第二天或几天之内还要用一则可将漆刷中的涂料尽量挤出,根据涂料颜色的不同分开将漆刷垂直悬挂在盛有溶剂的容器中,溶剂要浸没漆刷的刷毛而刷毛不能碰到容器的塍奔一以免刷毛变形。
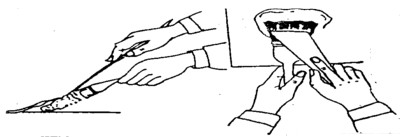
图2 挤出漆刷中的涂料
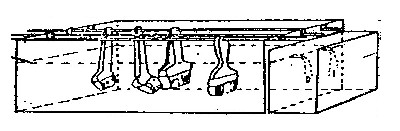
图3漆刷的保存
若漆刷刷过涂料后要长时间不用,则应挤出漆刷中的油漆后先用溶剂洗净,再用肥皂水洗净阴干,然后垂直悬挂在盛有半干性油的容器中,同样,油要浸没漆刷的刷毛,而刷毛涌不能碰到容器的底部。
已干硬的漆刷可浸泡在四氯化碳和二甲苯的混合溶剂中,使剧毛逐渐松软,然后用溶剂洗净,再用肥皂水洗净阴干并用上面介绍的方法保存。
5、涂刷方法
钢桶涂层质量的好坏,。主要取决于操作者的涂料知识和实际经验。涂刷前,应先将涂料搅拌均匀并根据不同涂料种类调到合适的粘度(调和漆一般为涂4杯3040秒左右)。用刷子蘸取涂料时,刷毛浸入涂料的部分不应超过毛长的一半,蘸有涂料的刷子提起后应先在涂料桶口轻轻抹一下,以除去多余的涂料。涂刷时应遵循先难后易,先里后外,先上后下、先边后面的原则,醮取量要少,涂刷次数要多,要多刷多理。整个钢桶涂好后4还应有个涂装行业称之为“理油”的程序,即将漆刷上的涂料在涂料桶口上刮干净,然后用漆刷的毛尖轻轻地在涂层表面进行梳理,梳理方向最好与前?遍涂刷方向垂直:同时刷除棱径、波纹,上下头圈等棱角处的流挂。
二、空气喷涂法
空气喷涂是利用压缩空气在喷枪气腔通过时产生的负压将涂料从贮罐中带出,经喷嘴雾化而均匀分散沉积在物面上的一种涂装方法。
1、空气喷涂法的特点
空气喷涂法生产效率高、适应性强、应用范围广,形成的涂膜均匀平滑,质量好,特别是对快干挥发性涂料更能获得较理想的涂装质量。:但此方法涂料浪费大,较多的涂料和溶剂随空气的扩散而消耗掉,既造成涂料和溶剂的浪费,又污染环境、危害操作人员的健康。
2、空气喷涂设备
空气喷涂系统由空气压缩机、涂料贮存容器、喷枪等设备构成。空气压缩机对于各制桶/—来说都是常用设备,都很熟悉,在此需说明的是在进入喷枪前的气路上-定要有贮气筒和气液分离器,以保证喷涂用空气的气压稳定和干燥,涂料贮存容器一般喷枪上的自带,如果是PQ-2型喷枪,也可在其吸料管上连接较硬的塑料管,再将塑料管插入加盖的盛装涂料的小钢桶,不过塑料管的长不宜超过一米,并且最好将装有涂料的小钢桶置于稍高的位置上,不然会造成涂料吸入负压不足。
喷枪是喷涂设备中直接将涂料作用于被涂表面的工具,它的种类很多,按其涂料供给方式可以为吸入式、压入式和自流式三种:按喷嘴类型又可以为对嘴式、单嘴式和扁嘴式三种。我国常用的是PQ-I型和PQ-2型吸入式喷枪。此两种喷枪的主要部件是喷头和空气阀。
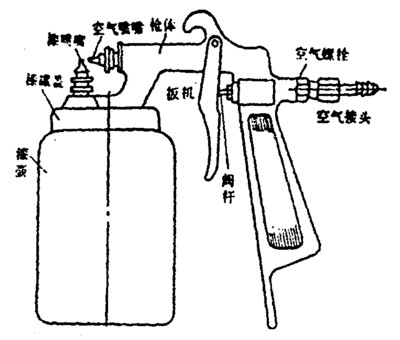
图4 PQ-1型喷枪
PQ-I型喷枪也称对嘴式喷枪,它的喷头上有两个喷嘴,它们互相垂直,其中一个是涂料喷嘴,另一个是空气喷嘴。涂料喷嘴与涂料贮罐连接,空气喷嘴与压缩空气相通。压缩空气由喷枪上的扳机操纵空气阀控制,当扣动扳机时,空气阀打开,压缩空气由空气喷嘴高速喷出经过涂料喷嘴,使与涂料喷嘴相连的吸料管产生负压从而将贮罐中的涂料带出并分散,喷向被涂物面。
PQ-I型喷枪较适合喷涂小面积及分色界面处。在我们钢桶行业较多地用来喷涂字样或图样,在小批量的多色钢桶中也有应用。
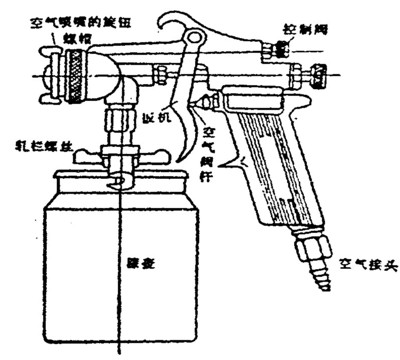
图5 PQ-2型喷枪
PQ-2型喷枪与PQ-I型的主要区别在于它的工作压力较高,并且只有一个喷嘴,而涂料吸管安装在压缩空气的通道上。由于压缩空气在涂料吸管上方经过处处于气腔内,加上气压较高所以产生的负压较高。因此PQ-2型喷枪的涂料流量、喷涂面积均较大。我们喷涂钢桶表面时一般都用PQ-2型喷枪。
此两种喷枪的技术特性如下:
技术特性 |
单位 |
PQ-1型 |
PQ-2型 |
| 工作压力 |
Pa |
27.5-34.3×10(4) |
39.2-49.1×10(4) |
| 喷涂有效距离 |
cm |
25 |
30 |
| 有效喷雾面积 |
cm2 |
3-8 |
13-14 |
| 喷嘴口径 |
mm |
2-3 |
1.8 |
2、喷涂方法
首先,将涂料黏度调整至20-25秒并将其装入贮罐或供料筒内,然后根据不同的涂料品种,将气液分离器处的供气压力调整至is-sox 104 Pa,喷涂场扬地面要保持一定的潮湿,以防灰尘在喷涂时飞扬。
一切准备就绪后,就可开始喷涂。需要注意的是喷枪喷出的方向应与钢桶表面的切面方向垂直,喷枪喷嘴到钢桶表面的垂直距离应在喷枪喷涂的有效距离内:喷涂时,应靠腕力和小臂、大臂匀速移动:两枪的喷涂交接一般重叠三分之一到二分之一,!超过二分之一容易造成流淌、堆积、起皱桔皮等弊病,而少于三分之一则会产生虚光和漏涂及砂粒状涂膜。
钢桶竖着边旋转边喷涂时,最好是在底和盖已经喷涂好后进行,竖着自动旋转喷涂应先喷涂上下两端的头圈部分,然后自上而下慢慢匀速移动喷枪,使涂膜呈螺纹状覆盖桶身的基余部分:钢桶竖着靠手工转动喷涂时,由于转动不可能匀速,所以应采取上下喷涂完一竖条再转动一个角度喷涂一竖条的方法,使涂膜呈竖着的条状搭接着覆盖桶身,否则容易产生涂膜厚薄不匀的现象。
4、涂装故障及排除方法
故障现象 |
发生原因 |
排除方法 |
| 喷枪不出风 |
风嘴有异物堵塞 |
卸下风嘴用帚笤毛从外向里捅 |
| 风阀有异物堵塞 |
从后面卸掉风带嘴,取下弹簧和滚珠,用风带从风嘴向回吹 |
| 喷枪不停风 |
风阀有异物而关不住 |
取下滚珠,擦去异物 |
| 弹簧松或折断 |
拉长或更换弹簧 |
| 喷不出涂料 |
涂料吸入通道或滤网堵塞 |
卸下涂料吸入管道;用压缩空气吹通,更换或清洗过滤网 |
| 涂料喷嘴和空气喷嘴没对准(PQ-1型) |
调准喷嘴位置 |
| 喷出时断时续 |
涂料用完 |
添加涂料 |
| 喷嘴松动 |
拧紧喷嘴螺帽 |
| 涂料吸入管漏气 |
补焊或更换 |
| 涂料罐进气孔堵塞 |
及时捅开 |
| 射流过剧,产生强烈漆雾 |
空气压力过大 |
调整减压阀 |
| 涂料输出量不足 |
旋松限制板机移动螺丝,增加涂料输出量 |
| 射流不足 |
空气压力太小 |
提高空气压力 |
| 气路漏气 |
排除漏气故障 |
| 射流密度不均或自侧孔涌出 |
空气环状孔堵塞 |
清理喷嘴和气道 |
| 喷雾螺丝松动 |
拧紧螺丝 |
| 非工作状态下喷嘴滴出涂料 |
喷嘴堵塞,顶针封闭不紧 |
取出喷头,拧出喷嘴,加以清洗 |
| 涂料沿板机流下,放松板机时喷枪继续喷射 |
前垫座磨损 |
更换垫座 |
| 由于垫座挤压过紧而使喷头边侧的两个出气孔堵塞 |
旋下垫座盖,润滑并调整垫座 |
三、高压无气喷涂法:
高压无气喷涂是利用压缩空气或电力作动力,带动高压泵,将涂料从料桶吸入并增至高压(100-300Kf:/cm),通过高压软管、喷枪,最后经橄榄形的喷嘴孔将压力能转变为速度能,使涂料雾化成微粒喷到物体表面,形成均匀的涂膜。
1、高压无气喷涂的特点
高压无气喷涂法喷涂效率高,涂膜附着密实,表面光泽好,涂膜质量优良。空气喷涂法所不能喷涂的高粘度涂料也能通过高压无气喷涂获得很好的涂膜质量。并且,它的喷嘴可以变换以适应各种不同的涂料品种和施工条件。
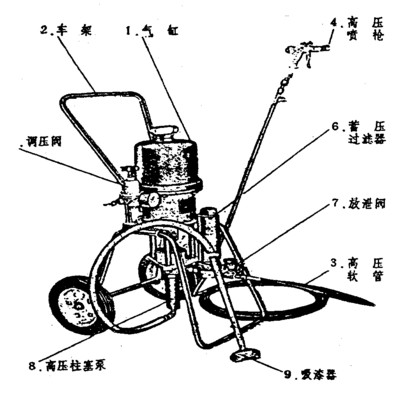
图6 高压无气喷涂设备外形
2、喷涂工具
高压无气喷涂系统主要由高压泵、高压软管、喷枪、喷嘴等组成。
1)高压泵
高压无气喷涂设备型号众多,国内生产的高压无气喷涂设备其高压泵的压边比36-64:1这间;进气压力在39.2~58.9×10(4)Pa之间;涂料压力在2158~3199×10(4)Pa之间;涂料的最大输出量为14升。国外的高压无气喷涂设备其高压泵的压力比在25-70之间;进气压力在39.2-78.5×104 Pa之间;涂料压力在1471—5179×10(4) Pa之间:涂料的最大输出量为16.2升。
2)高压软管
高压软管的材料由尼龙或聚四氟乙稀制成,管的外层加不锈钢丝或锦纶丝以提高管子的耐压强度,国产软管的一般工作压力为1471~2943 X 104 Pa之间;常用的管内径多为6-9毫米。
3)喷枪
高压无气喷涂使用的喷枪要求高压涂料进入不能泄漏, 灵敏轻巧,连接方便,转动自如。无气喷枪可分为长杆式、自动式和常规式三种。钢桶喷涂用的无气喷枪一般都为常规式,无气喷枪的最关键部件是喷嘴,喷嘴的好坏,直接影响到喷涂质量。国内的喷嘴型饕上百种;而国外的喷嘴型号细分到二干多种。由于我们钢桶行业所用的涂料基本都是合成树脂类的调和漆、瓷漆和烘漆,所以一般应采用流量在每分钟1.4—1.7升;幅宽在35—40厘米的几种标准型喷嘴。另外,还可采用180度自清理喷嘴、90度复式喷嘴、扇形喷嘴和切分喷嘴等6 1 80度自清理喷嘴在喷涂时若喷嘴被堵,旋转1 80度就可将堵塞物冲掉,然后转过来就可继续喷涂:90度复式喷嘴的球体上有两个不同孔径的喷嘴,只要转动90度,就可选择不同的喷涂宽度。这些喷嘴都是我们钢桶行业常用的“一”字形液流喷嘴,用于喷涂钢桶桶身时得心应手,但在喷涂底和盖时却较麻烦。由于钢桶旋转时,底和盖的圆心及边缘虽然转动的角速度相同,但线速度相差很大,所以“一”字形液流的固定喷枪喷涂的底和盖的中心部分涂料过多,而边缘部分则得到的涂料太少造成麻面,要想弥补底和盖边缘部分不足而多喷一圈的话则中心部分的涂料就要造成堆积流淌了。
扇形喷嘴则可解决誓一”字形液流喷嘴在喷涂钢桶底和盖时的不足。扇形喷嘴由于喷出液流截面的扇角对着钢桶底和盖的中心,其漆液的流量较少,而随着从扇形项部到底部的过度,其喷出的漆量逐渐加大,所以就解决了涂料在钢桶底和盖表面的均匀分布。当然,扇形喷嘴扇角和扇边的大小要与钢桶的转速以及喷射压力相匹配。
还有一种常用喷嘴是切分喷嘴,它用于多颜色桶身的切分喷涂。后两种喷嘴都用于钢桶自动旋转的固定喷枪场合,在此就不多叙述了。
3、涂装方法
1)在贮料桶内将涂料调到一定的黏度,连接好无气喷涂设备,将涂料吸入管插入贮料罐内。
2)打开气阀和涂料阀,让设备开始工作,当设备稳定后便可以开始喷涂。’
3)喷枪的运行速度决定了涂料在钢桶表面的覆盖量和膜厚,所以喷枪一定要根据不同的膜厚要求以不同的匀速移动,最好先喷涂一个钢桶用简易的锯齿形湿膜计测一下膜厚,然后在心中有数的情况下在开始批量喷涂。
4)喷枪与钢桶桶身的切面或底和盖的平面应保持垂直,其垂直距离应保持在300~500毫米之间,太近易造成涂膜波纹和流挂,太远易造成涂膜粗糙。
5)喷涂结束后一定要用稀释剂打入高压泵内,再从喷枪回到稀释容器内,经数次循环,一直到喷涂系统内无残留涂料为止。然后,将系统内残留的稀释剂放出,再把系统各部分拆开,分别保管。
另外,还有一种很适合没有空气压缩机组的小厂使用的电喷枪,只要插上电源就能使用。它也是一种无气喷枪,不过它的压力不是很高。由于钢桶行业使用不多,就不介绍了。
|

