|
电阻焊中凸焊的焊接要点
文/杨柳
01、焊接规范的选定方法
(1)单点凸焊
大电流●大加压力●短时间通电时的焊接品质良好。
(2)多点凸焊
与单点相比,通电时间相同,焊接电流、加压力基本一般为点凸焊电视的数倍。
通常做法是减少焊接电流和加压力,延长通电时间。
理由是缩小焊机容量。
02、最小焊接间距
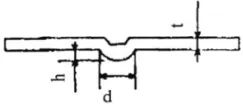
焊接强度由凸焊直径决定,也受凸焊高度的影响,高度值最好是凸焊直径20%~25%。
03、最小搭接量
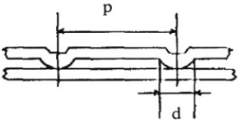
焊接间距较小时,受磁力的影响,凸焊部相互吸引移动,导致焊接强度降低,应注意。
04、端面凸焊
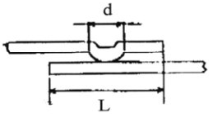
凸焊搭接量最好为凸焊直径3倍以上。
例,上图利用冲制加工的端面进行焊接。
05、充分保证上下电极的平行度
多点凸焊时,平行度不准确会导致加压力不均,焊接电流流通不均匀,焊接效果恶化。可在电极间加方感应纸,以加压痕迹来管理平行度。
06、缓慢加压
凸焊前为防止凸焊不良,形状变大,需缓慢加压。为此需要调整焊机的速度和控制功能。
|

