|
电阻焊中点焊的焊接要点
文/杨柳
点焊的焊接要点
01、焊接规范的选定方法
大电流●大电压●短时间通电的焊接效果最好。
02、熔核的决定方法
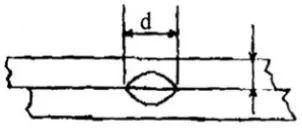
熔核大小决定点焊强度,一般由下式决定。
▶ 铁 d=(4-5)t
▶ 铝 d=3(3t+1.5)
03、最小焊接间距
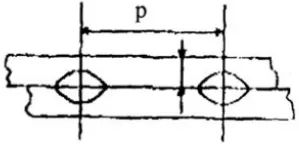
焊接间距小,第二点的焊接电流分流到第一点熔核上,第一点的熔核变小,因此间距应尽可能大。
▶ 铁 p=(10~15)t
▶ 铝 p=3(3t+1.5)
04、最小搭接量
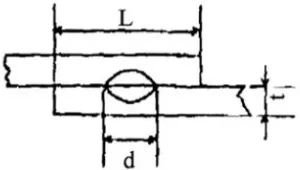
搭接量小,通电时会产生内部喷溅,导致板烧损,因此应尽可能大。
▶ L=2d
▶ L=(1.2~3)*焊接间距
05、不同板厚时的焊接条件(铁)
原则上以薄板定条件,比例超过1:3时,考虑到热平衡性,应现场决定焊接规范。
06、3块同厚板材的焊接条件(铁)
考虑到板材间的密合性,可适度提高加压力、焊接电源,引有分流问题,焊接间距可30%,搭接量可不变。
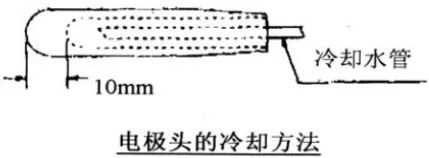
07、电极
点焊时,电流密度、熔核大小均随电极端头大小、形状的变化而变化,因此在选定电极的同时,对电极的磨损管理也非常重要,而且连续焊接的点数多少,很大程度上决定于电极头的冷却效果。焊铝时,R形的端头形状为最佳,电极端头应每焊10点左右研磨一次。
|

