|
新员工冲压基础知识解读
文/杨柳
冲压,即用冲(chòng)床进行金属加工。冲床,即金属冲压机床,主要用来使金属板成型或在金属板上冲孔。钢桶底顶盖、封闭器等就是用冲床加工制成的。

根据《现代汉语词典》(第七版),冲压的“冲”读chòng(第四声)。
一、什么是冲压?
冲压:通过冲床和模具对板材、带材、管材及型材等材料施加压力,使其材料产生分离或塑性变形,从而获得所需形状和尺寸的加工方法。

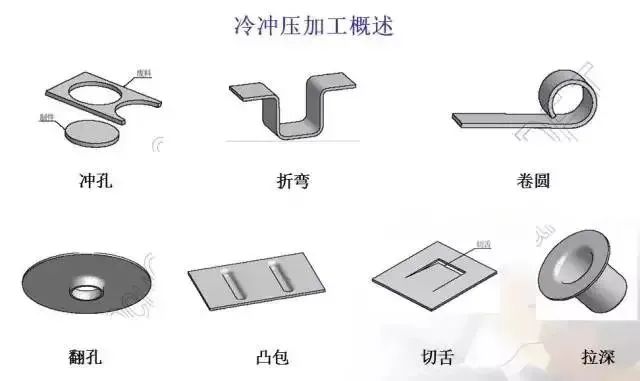
二、冲压加工概述?
1、冲压按工艺分类主要有两大类:
(1)冲裁(分离):使产品沿一定轮廓线与材料分离来获得工件的工序。
(2)成形:使材料在不被破坏的条件下发生塑性变形,从而达到所需形状和尺寸的工件的工序。
在实际生产过程中,常常是多种工序应用于一套模具上来满足形状较为复杂的产品。
其中:冲裁、弯曲、拉深、胀形等是冲压过程中几个主要的冲压工序。
三、冲压加工的工艺特点?
1、优点:
(1)冲压加工可以获得极高的生产效率。
(2)可以得到形状比较复杂、用其它加工方法难以加工的产品,如薄壳工件等。
(3)产品的尺寸精度与模具的精度相关,因此,尺寸较稳定、互换性较高。
(4)材料利用率较高,冲压耗能少。单位产品的成本较低。
(5)冲压生产操作简单,易于实现自动化和机械化。
(6)适合大批量的生产。
2、缺点:
(1)冲压模具一般比较复杂,模具加工周期较长,且成本较高。
(2)模具加工要求较高,不易制作。
综上所述:在进行模具设计时,需要很强的想象力和创造力。在理论和经验方面,对设计者和加工者的要求都很高。
四、模具的基本结构
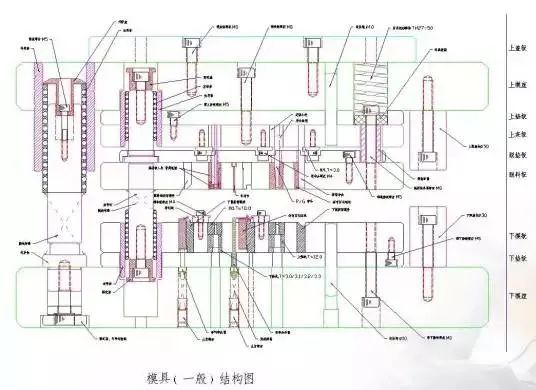
模具的基本组成部分:
1、上盖板
材质:45#(不需要热处理)m硬度要求:自身硬度,无特别要求
主要作用:是使脱料弹簧的压力得以平衡,协调性好;将上模固定于冲床上。
加工机种:铣床、磨床。
2、上模座
材质45#(不需要热处理)硬度要求:自身硬度,无特别要求
主要作用:放置外导套、限位柱以及卸料弹簧。上模座厚度的大小与卸料弹簧的长度有直接关系。
3、上垫板
材质:SLD,12.000mm硬度要求:HRC58~62(需深冷处理)
主要作用:承受冲头或镶件在冲压过程受力回让,避免上模座发生凹陷或变形。
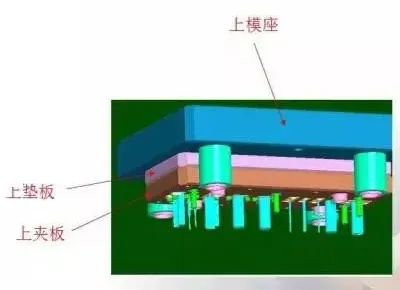
4、夹板
材质:SLD
硬度要求:HRC58~62(需深冷处理)
主要作用:固定各冲头、镶件,保证零件作用位置和精度。(零件与夹板的配合间隙为:单边+0.01;其与上模座用定位销来定位)
5、脱垫板
材质:SLD
硬度:HRC58~62(需深冷处理)
作用:固定卸料镶件、承受成型镶件在生产过程中所产生的集中应力。
6、脱料板
材质:SLD
硬度:HRC58~62(需要深冷处理)
作用:
(1)放置卸料镶件,保证位置的精确性
(2)当冲头冲剪完成后,借由卸料弹簧提供的力将冲头与冲压材料分离。
7、下模板
材质:SLD
硬度:HRC58~62(需要深冷处理)
作用:
(1)放置凹模镶件,保证位置的精确性
(2)承受冲剪时的旁测力。
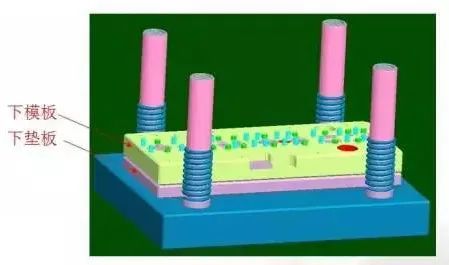
8、下垫板
材质:SLD(需要淬火处理)
硬度:HRC58~62
作用:承受镶块冲压时所产生的力,防止下模座凹陷或变形。
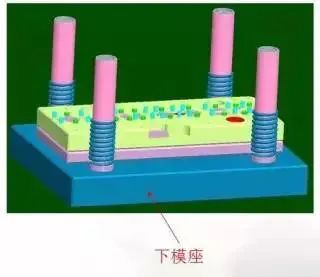
9、下模座
材质:45#(不需要热处理)
硬度要求:自身硬度,无特别要求作用:放置外导柱、限位柱、弹簧以及浮料销组件。
五、模具各零部件的作用
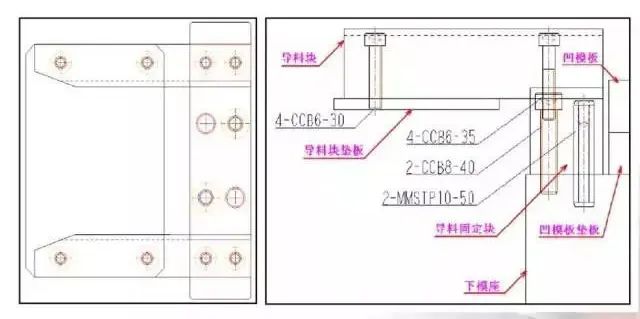
1、导料板组件
主要作用:就是在料带还没有进入模具之前,先将料条导正,使料条与模具平行。
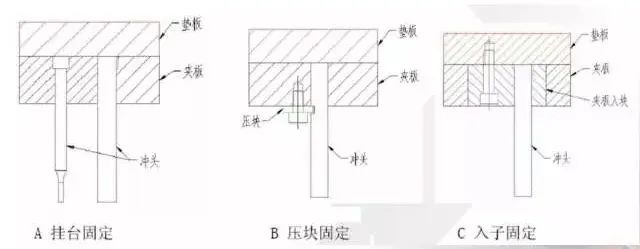
2、冲头的结构
(1)挂台固定:成本较低,但不方便维修。
(2)压块固定:适用于所有模具,方便维修。
(3)入子固定:一般用于精度要求较高的模具,方便维修,但成本较高。
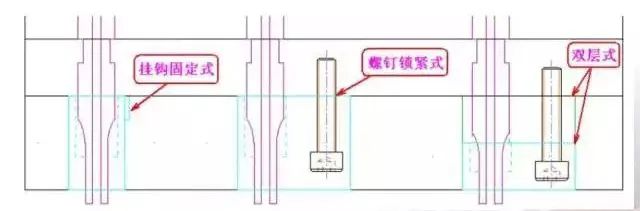
3、卸料板镶件
放置于卸料板内,冲头精确导向用,方便模具的调整,常规的形式有三种:台阶式、锁紧式、双层式。最常用的是台阶式。
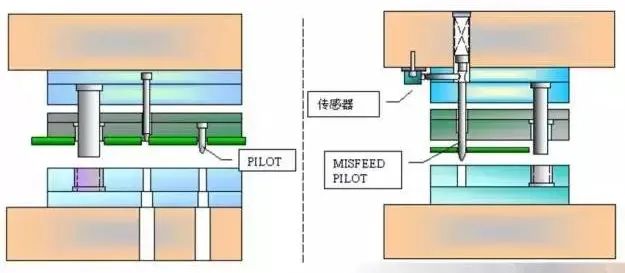
4、导正钉和误送料检测装置
导正钉的作用是在模具未做工之前将料条精确导正。
误送料检测装置的主要作用是连接感应器,料条在送错位时,可防止模具闭合,以达到保护模具的目的。
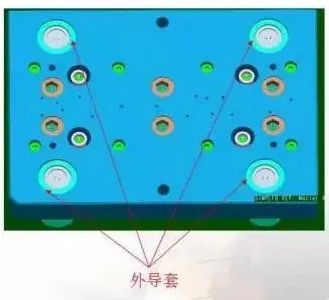
5、外导柱、导套及内导柱、导套
以上均为模具的定位元器件(采购标准件),模具在做工时,外导柱导套首先进行初定位,然后内导柱导套进行精确定位,以保证模具的精确度。
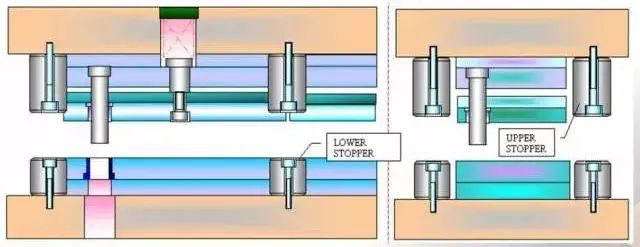
6、限位柱
防止合模高度设置错误而损坏模具,对模具和内部镶件起保护作用。
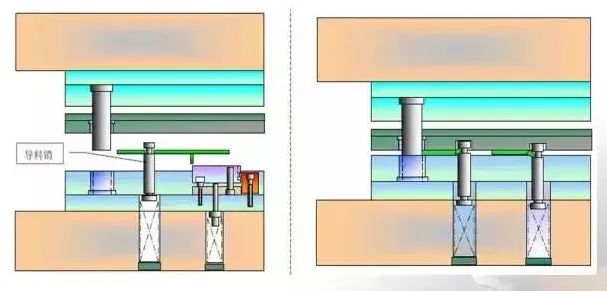
7、导料销
导料销就是在模具中送料时起导向作用。
同时,它也起卸料作用,导料销的放置建议尽量靠近引导件。
8、固定螺栓
固定螺栓的作用就是将模具各组件之间固定,提供锁紧力,使模具各组件在受力的状态下保持稳定的状态。
9、螺塞
模具中,螺塞一般都是配合弹簧一块使用的,用来限制弹簧使得弹簧在受力的情况下,能被压缩,螺塞可以用来调节弹簧的预压力。
10、卸料弹簧及卸料螺钉
卸料螺钉一般采用内螺纹式,这样既可以用来固定卸料板,也可以很方便的对卸料板进行拆卸。
卸料弹簧主要是给卸料板提供足够的压料力和卸料力。
所谓的压料力通常就是指压住材料的力。当模具工作时就需要压料力,使得材料在模具做工未完成前材料不会因为力的作用而发生移动。
卸料力是指在模具做工完成后,冲头与材料是紧密连在一起的,要如何使他们之间分开而不会影响料条的变形,这时候我们就会需要卸料力了,使得冲头与料条之间很平稳地分开。
在模具设计阶段,设计人员必须计算卸料力的大小,当发生卸料力不足时,在保证弹簧压缩量足够的情况下,我们可以调节螺塞来增加卸料力,也可以选用压缩力更大的弹簧。
|

