|
有一用户要求我们的钢桶内涂层厚度达到30微米以上,我不知道怎么测量?
文/辛巧娟 问:
有一用户要求我们的钢桶内涂层厚度达到30微米以上,我不知道怎么测量?麻烦辛老师指教!
答:
我国现行的钢桶标准,对钢桶涂层的厚度没有要求。但以前的标准要求涂层厚度不少于20微米。现在有的用户因为特殊用途,对钢桶涂层,尤其是内涂层有一定的要求,是正常现象。有的制桶企业为了达到用户对内涂层的厚度要求,还采用二涂二烘的工艺来满足。关于涂层厚度的测量,目前有很多种方法,对于钢桶企业来说,最简单最常用的方法是采用永久性磁性测量仪,也有的企业采用割刀方法也可以。下面我给你分别介绍一下实际的现场测量方法。

1、涂层干膜厚度测量——机械式永久磁性测量仪
(1)机械式涂层测厚仪已经工厂校准,可以直接使用(但自己也可以调校),使用前确保探头表面洁净没有异物黏附(如有异物,需选择合适处理方法清洁)。

(2)测量时,避免机械式测厚仪在测量表面拖动,否则可能会影响读数的精确度以及破坏漆膜表面。

(3)在测量表面放平机械式测厚仪,缓缓转动刻盘,当手上感觉(可能听到)“咔嗒”一下,即可读取刻盘上的厚度值,然后,再继续以上步骤,并做好测量记录。

2、涂层干膜厚度测量——PIG割刀测量法
(1)为了便于目测观察,用与面漆颜色反差的有色记号笔在测量区域划一横。
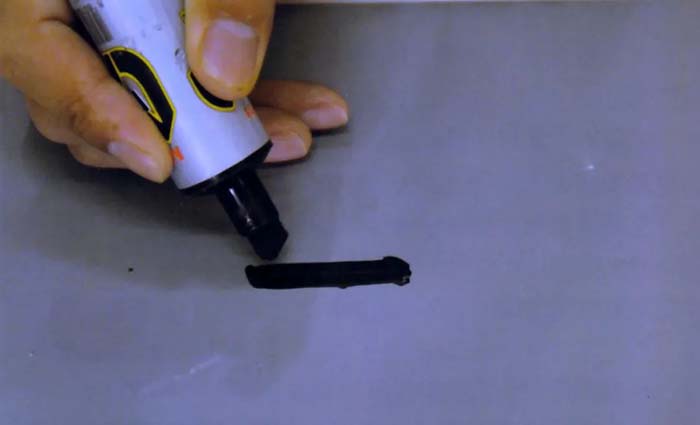
(2)根据实际漆膜厚度,选择割刀型号(以切割角度分类),用力按住割刀垂直于记号痕线,割出一道清晰的楔形切口,直至钢板表面,然后用柔软刷子清洁表面清除碎屑。
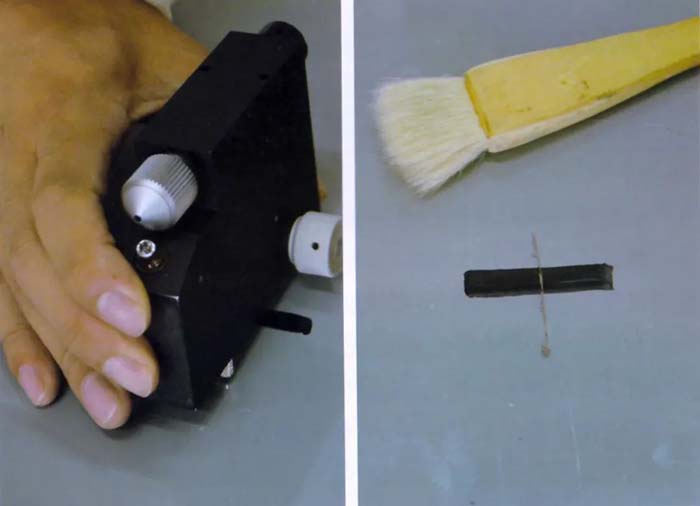
(3)沿着割刀的楔形切口,用放大目镜(带有标尺刻度)分别观察切口中的每个涂层宽度所占格数。
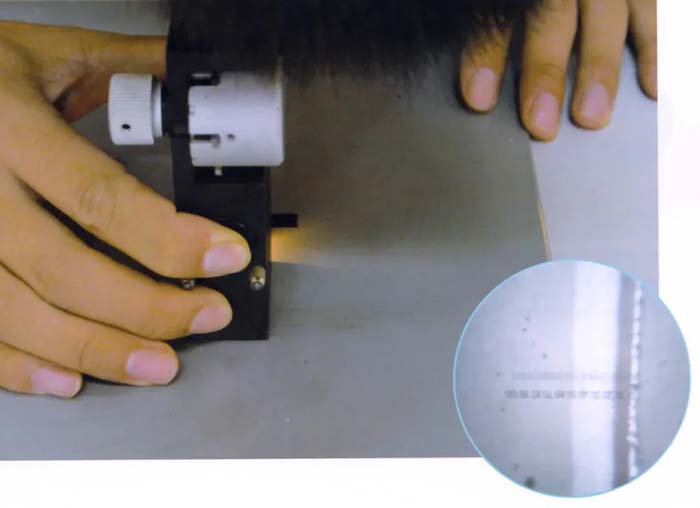
(4)用涂层观察到的所占格数乘以每一格所对应的厚度,即可得出涂层的干膜厚度,记录涂层的测量厚度。
说明:
(1)割刀的选择范围
割刀1#:割刀角度为5.1度;测量范围2~200微米;刻度系数4微米。
割刀2#:割刀角度26.6度;测量范围10~1000微米;刻度系数10微米。
割刀3#:割刀角度45度;测量范围20~2000微米;刻度系数20微米。
(2)举例说明实际漆膜厚度的数值计算
钢桶企业通常可选用2#割刀。
测试选择割刀2#(第一小格的间距等于10微米实际厚度),通过目镜观察判断整个漆膜涂层为灰色涂层,其中涂层所占格数为3格,则:
涂层的干膜厚度=3×10=30微米。
3、总体说明
通常情况下,推荐采用磁性测量仪,既简单又方便,而且不会对涂层表面造成损伤。
如果是多涂层的情况下,比如二涂二烘,又比如有的用户要求在面漆涂装前先涂一层防锈底漆。通常可以采用割刀法,测量出不用涂层的分别厚度和总厚度。如果不需要测量不同涂层的分别厚度,可以不用割刀法。
|

