|
《金属包装设计与制造》(16)
其他类型钢桶的制造技术
文/吴若梅、刘跃军
一、柱锥形钢桶
1、结构特点及尺寸
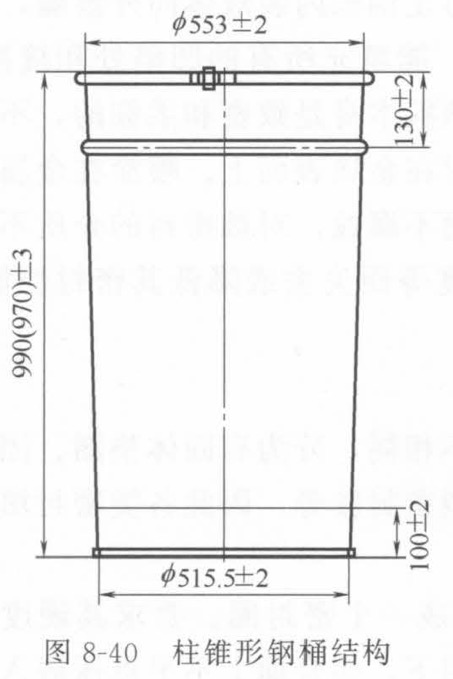
柱锥形钢桶的桶身有锥度,桶身、桶底卷封采用二重平卷边。桶上盖为全开口形式,用环箍式封闭器封闭,钢桶内外涂装。在离桶口上端90mm的桶身上有一环箍,下端离桶底100mm的桶身锥度增大,便于空桶装码运输。桶底有四道环形筋和六道径向筋,并有24个4mm的圆孔,有利于装货时内衬袋与桶壁间的排气。适用于盛装食品果酱、番茄酱及固态和半固态化工产品等,内衬常采用无菌塑料袋。
其规格主要有200L、215L和230L三种,属于开口桶。如图8-40所示为柱锥形钢桶结构及尺寸(表8-10)。
因此柱锥形钢桶具有如下优点:
①空桶可以套装堆码,节省空间和运输费用。
②钢桶尺寸符合国际运输标准,节省集装箱空间,运输成本低。
③内装货物装卸较为方便,易实现反复多次使用。
其材质主要为冷轧薄钢板。
2、质量要求
柱锥形钢桶的产品性能要求如下:跌落试验要求跌落高度为1.2m,跌落后桶底卷封处不开裂。
堆码试验要求陆运为3m(或静载荷为524kg),海运为8m(或静载荷1444kg)。如采用集装箱或在甲板上运输,堆码的高度为3m。持续时间为24h后经检验钢桶不出现任何变形和严重破损。钢桶的漆膜附着力不低于GB 1727-1992规定的2级。
二、钢塑复合桶
1、内容物及钢塑桶材质
钢塑或铁塑复合桶是用内衬聚乙烯吹塑容器和防护钢桶装配成型的复合桶。既具有钢桶强度大、刚性好的优点,又具有聚乙烯容器的防潮、耐腐蚀、安全、贮运方便等性能,是化工、食品、药品等商品使用较为广泛的高级包装容器。
钢塑桶的结构比较复杂、自身质量大,包装、运输、回收费用高,所以只在运输环境恶劣,以及被包装物品具有一定危险性等情况时使用。目前,钢塑桶主要用于磷酸、冰醋酸、甲乙酸等化学试剂的出口包装或用于国内周转包装。应用于酱油、醋、饮料等液态食品包装时,用户需指明卫生要求。钢塑桶应贮存在阴凉通风之处,避免长期日晒雨淋,以免使内容器老化、钢外容器锈蚀而影响其使用寿命。冬季内装物冻结时,要用热水解冻,不可明火烘烤。在正常情况下,钢塑桶的保质期一般都在一年。
钢桶材料选用0.8mm的冷轧薄钢板制造。塑料内容器国内一般产品规格为容量50~200L要求实际容量大于公称容量的5%;100L以下的塑料内容器的最薄处壁厚不小于0.6mm;100L及以上的朔料内容器的最薄处壁厚不小千0.8mm。塑料内胆材料是高密度聚乙烯和低密度聚乙烯的混合物,其密度为0.94左右,熔融指数为0.2~0.4。
塑料内容器要求无气泡及影响使用的杂质,无油污及异物,废边修整光滑,零部件无明显缺陷,熔接良好,桶身圆整,无明显失圆变形。
密封盖塑料构件材质:结构件塑料部分是用熔融指数为4~7、密度为0.95左右的聚乙烯注射成型制作的。其中的内圈是用聚异丁烯和EVA共混制成,具有良好的弹性、柔性和耐腐蚀性。
2、结构及规格
钢塑复合桶是由钢制容器、塑料内容器和桶口密封盖共同组成,如图8-41所示。
钢制外容器国内一般采用GB 325.1-2018钢桶标准的全开口桶,也有的采用闭口钢桶。出口包装大多要求采用锥形全开口桶。目前200L锥形桶在新疆生产的较多,主要用于出口番茄酱的包装。密封盖的结构如图8-42所示,可防止桶内液体在运输途中因摇动或受压从注料口处渗漏。

钢桶的密封。由图可知钢桶顶板6的翻边口处套以桶口封圈5,定位圈4以螺纹与桶口封圈5联接,外盖1拧在定位圈4上,从而形成钢桶的密封。
内胆的密封。塑料内胆7的顶部开口处有带螺纹的胆口8,它是一个预制的注塑件,在吹塑加工时作为嵌件和塑料内胆熔合为一体。在塑料内胆的胆口内旋入有外螺纹的内盖2,且内盖凸缘下表面与胆口上沿端面间放置密封圈3,从而构成内胆的密封。
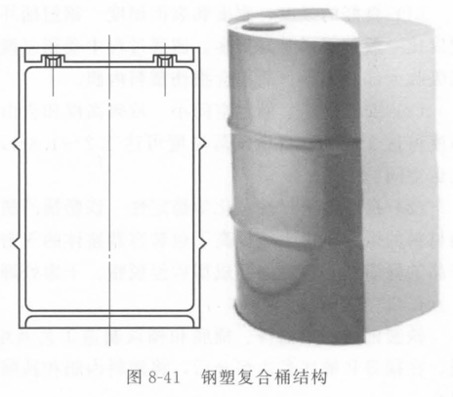
钢塑桶有50L、200L两种规格。200L的铁塑桶设有大、小两个桶口,大口是带有螺纹内盖和外盖的可开启桶口,可用液泵抽取桶内液体物料;而小口则是闭合的,在取料前刺破小口,不用泵即可从大口倾倒出桶内液体。钢塑桶规格与尺寸如表8-11所示。
(勘误:此处“铁塑桶”应为“钢塑桶”)
3、钢塑桶特性
钢塑桶具有金属和塑料包装容器的特性,并具有双层结构和双重密封性,是安全性和阻隔性极高的一种包装容器,特别适合包装危险物品。钢塑桶具有如下特性:
(1) 良好的强度、刚度和表面硬度
钢塑桶外壳为薄钢板制成,其强度、刚度和表面硬度比一般塑料桶要好得多。流通过程中受到碰撞或冲击时,外壳的轻度弹性变形或凹陷能吸收大部分能最,而不会损伤塑料内胆。
(2) 安全性高、储运空间小
堆码高度和自由跌落高度比塑料桶要高得多,一般堆码高度可达3~8m,自由跌落高度可达l.2~1.8m,极大地提高了货物的安全性,降低了储运空间。
(3) 良好的密封性和化学稳定性
钢塑桶的塑料内胆可耐酸、碱、盐及有机溶剂。钢塑材料的组合,极大地提高了包装容器整体的气密性和阻隔性,能有效地防止渗漏,延长产品的保质期。塑料内胆成型后经脱脂、干燥处理,清洁卫生可用千食品包装。
4、工艺及成型
钢塑桶的钢桶桶身、桶底和桶顶制造工艺及组合加工工艺与钢桶的制造工艺基本相同,在桶身和桶底卷边组合后,将塑料内胆和钢桶组合在一起,再进行桶顶和桶身的卷边组合。
塑料内胆是用高、低密度聚乙烯共混后吹塑而成。吹塑成型(又称中空吹塑成型)所需设备和模具的成本比注塑成型低得多,但吹塑容器的强度却低于注射成型的容器的强度,吹塑成型的内胆和钢桶外壳组合起来刚好解决了这个问题。内胆开口处的注料口嵌件是一个预制的注塑件,在吹塑时作为嵌件与内胆熔合为一体。
5、质量及检测
(1) 外观质量
外观外形圆整,无毛刺及严重机械损伤,无明显失圆、凹瘪;轻微凹瘪不多于2处,每处面积不大于桶身面积的0.7%。桶身外壁光滑,带有环筋,桶内应清洁干燥,无杂质。内容器、钢桶以及封闭器等组件配合适宜,桶口外盖顶面至少低于桶端面2mm。
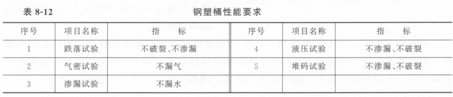
(2) 钢塑桶性能要求
钢塑桶性能要求见表8-12。
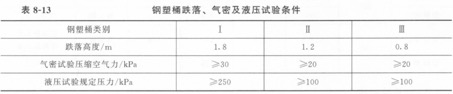
(3) 测试要求
钢塑桶要进行气密性试验、液压试验、跌落试验、堆码试验,其相关实验条件如表8-13所示。
堆码试验也可采用平板荷载法进行试验,即在1只桶上铺一载荷平板,板上放置砝码,砝码质量按下式计算。

加砝码后静置24小时,然后检查是否产生渗漏或倒塌。
三、钢提桶
1、钢提桶的分类
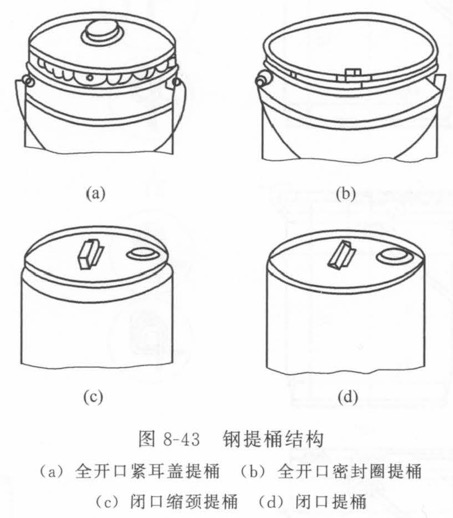
钢提桶按盖和盖板的形状分为全开口紧耳盖提桶、全开口密封圈盖提桶、闭口缩颈提桶、普通闭口提桶四类;按桶的形状分为T型桶和S型桶两类,两者的整体外型区别在于前者稍带锥度。钢提桶的用途十分广泛,如油漆、粘接剂、食用油等包装,当选择钢提桶时,要根据使用的产品形状、内装物所要求的条件,满足作为包装容器必须具备的安全性等。
2、结构特点
(1) 全开口紧耳盖提桶
桶身有一道液密性纵向焊缝,桶底与桶身为二重卷边固定结构,两个挂耳通过焊接或柳接固定于桶口,挂耳上装有提梁,提梁上可装木质或塑料把手。桶身在挂耳下方有一环筋起加强作用。若为锥形提桶,则桶口环筋之下还有一道环筋起限制叠套深度的作用。
桶盖为紧耳盖,盖周边一般带有16个有一定宽度的凸耳。封盖可采用手动或半自动封盖工具,也可采用自动封盖机,而开盖则需要采用标准手动启盖器,如图8-43(a)所示。
(2) 全开口密封圈盖提桶。
如图8-43(b)所示,桶身、挂耳、提梁及环筋结构同全开口紧耳盖提桶,但盖为密封圈型。桶盖实际为一成型圆片,安放于桶口卷边,可用杆式或螺栓式封闭雒将其夹紧。
(3) 闭口缩颈提桶。
如图8-43(c)所示,桶身有纵向焊缝,桶盖与桶底均采用二重卷边。桶顶中央焊有一个带提环的挂 耳,或者在桶身焊有带提梁的挂耳。桶顶一侧靠近凸边处有装卸孔,桶身带有缩颈。
(4) 普通闭口提桶。
如图8-43(d)所示,基本结构同闭口缩颈提桶,但桶身无缩颈。
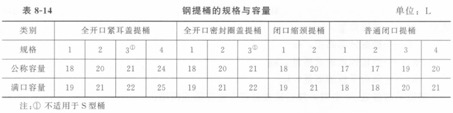
以上四种类型均分为T型(桶身带斜度)和S型(不带斜度)。表8-14为钢提桶的规格与容量。
3、结构尺寸
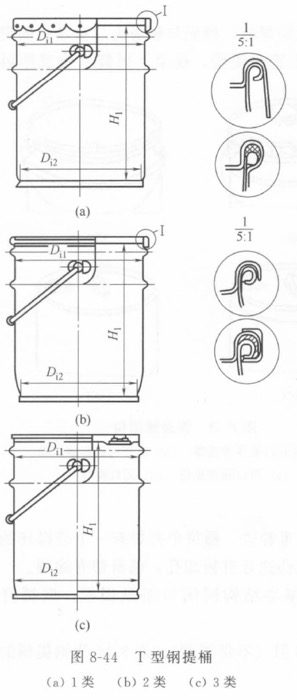
(1)T型桶结构尺寸
T型桶桶身有1°的斜度,无盖空桶可相互套入以节省空间和提高空桶堆码的稳定性,尤其是贮存一些需要通风换气的内装物时,可把桶排列起来通过坡度之间的空隙进行通风换气,从而提高了冷冻、保温等效果。
图8-44所示为三类T型桶的结构,其主要尺寸可参阅金属容器类技术手册。
(2) S型桶结构尺寸
S型桶结构尺寸见图8-45所示,其主要尺寸可参阅金属容器类技术手册。
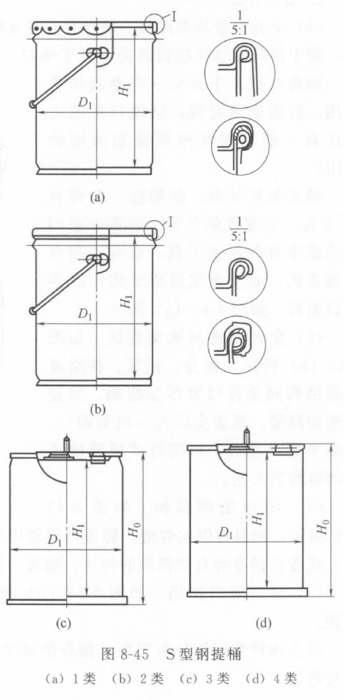
S型提桶的第1类和第2类与T型提桶不同,桶体上下一样粗细,适合于诸如包装边搅拌边取出高黏度类物品的较特殊场合。S型提桶的第3类的特点是比各种提桶的结构坚固、气密性好,所以常用作液体的包装容器,最适合装危险品和浸透性强的物品。另外也适合用作气候条件恶劣及有各种运输条件的出口商品的包装容器。
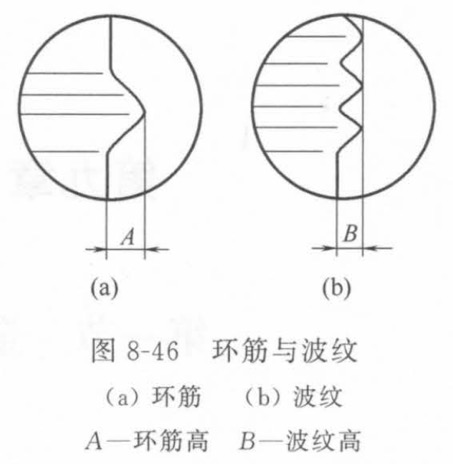
在T型桶和S型桶中,可在桶身适当部位设计环筋或波纹,以提高强度和刚度,如图8-46所示。
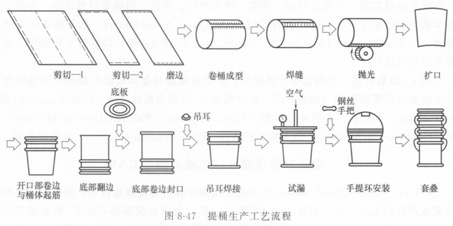
4、提桶工艺流程
圆形提桶桶身的制造工艺与圆形闭口钢桶桶身的生产工艺相类似。图8-47是提桶生产工艺流程,图中的底部翻边前各道工序是提桶桶身的生产工艺流程。
|

