|
《金属包装设计与制造》(12)
标准钢桶的工艺尺寸及受力分析
文/吴若梅、刘跃军
一、用料计算及排样
钢桶的钢板材料占总成本的60%~80%,钢板材料工艺废料平均为20%~40%,为了保证材料利用率高、降低成本、钢桶质最好、工装模具结构简单、工艺操作方便、生产效率高,必须做好下料预算和钢桶制件的排样。
1、排样原则
材料利用率以K表示,K为单张板制件总净重与单张板料的总重之比。排样时条料上会产生结构废料和工艺废料,如图8-15所示。
排样形式一般有直排、斜排、对排、混合排、多排等,根据制件的不同而不同。在排样时,一般要从以下几点考虑:
①改善制件结构形状,提高材料利用率。
②在保证模具寿命和产品质量的前提下,合理地选择搭边值。一般情况下,最小送料搭边值b1为材料厚度,边缘搭边值b2=1.2b1。
③可采用几种制件混合排样,以进一步提高材料利用率,如废料可冲压垫圈、图钉片等,减少复杂形状拉深件的工艺补充废料。
2、下料预算
(1) 桶身下料
以圆柱形钢桶为例,桶身是由长方形钢板(图(8-16)经过卷圆、磨边、缝焊、翻边等工序后形成的。
如桶身无波纹、环筋(图8-17所示)
则 a=π(d+t)+B (8-4)
b=G+2c (8-5)
如桶身有波纹和环筋(假设为半圆形状态),波纹与环筋的料长为2πf1+nπf2,F为钢桶外高,则
b=F-2t+2c+(2π-4)f1+(π-2)f2 (8-6)
公式在应用时要根据设备及模具的实际情况进行修正。
(2) 桶顶(底)下料
图8-18所示为桶顶(底)形状尺寸示意图,按拉深前后毛坯的面积相等的原则计算毛坯尺寸,则圆形毛坯直径为:
各分型面积可由第四章查表可得,可最终得到其下料尺寸。
(3) 三重卷边结构设计
桶身与桶顶(底)接合边缘组合尺寸是指桶身半成品的板边尺寸与桶底、顶盖拉伸凸缘尺寸的组合,该组合尺寸的确定奠定了卷边能否完成以及卷合多少层数的基础,因此必须精确地确定该组合尺寸(图8-19)。
三重圆形卷边的组合尺寸设计公式如下:

式中,L'——桶身板边缘尺寸,mm
L——桶顶(底)凸缘尺寸,mm
A——三重圆卷边厚度尺寸,mm
B——三重圆卷边宽度尺寸,mm
T——桶板材厚度,mm(设全桶的板材厚度相同)
R——桶顶(底)转角半径,通常取(10~16)t,mm。
参照本书二重卷边厚度、宽度计算式及其表示方法,可得
A=7t+Σg
B=BH+Lc+5.5t (8-12)
在近似计算条件下,A、B计算公式如下式所示
A=B=7t+b (8-13)
式中,b——修正系数,一般取0.25~0.5mm。
二、成型过程受力分析及强度计算
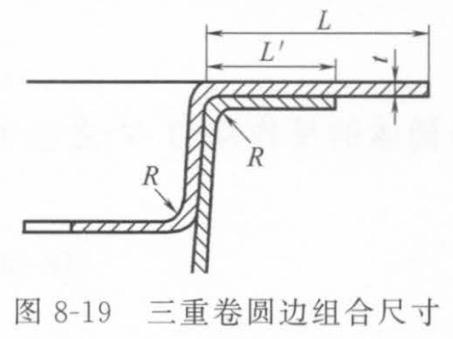
钢桶的结构已经基本定型,假设圆柱桶内装满液体,桶壁均受到向外的压力[图8-20(a)]。内压力沿半径方向辐射作用千钢桶内壁[图8-20(b)]。钢桶在内压力作用下,其圆周均匀增大,所以通过钢桶轴线的任何截面上,将作用着相同的轴力N[图8-20(c)]。
要使钢桶受均匀内压力时强度足够,则该压力作用于桶壁、桶底、桶顶的应力应小于材料许用应力,即:
6θ<[δ] (8-14)
6a<[σ] (8-15)
式中,[σ]——材料许用应力,N
6θ——桶壁所承受的正应力,N
6a——桶底、顶径向截面所受正应力,N
为保持桶内应力平衡,则液体作用于桶壁圆弧面的力与桶体的反作用力N之差为零,即

式中,d——钢桶内径,mm
L——桶高,mm
P——桶内壁的压力,Pa
t——壁厚,mm
θ——液体作用于桶壁圆弧面的单元角,mm
N——桶体的反作用力,Pa
因桶壁厚度t远小于桶内径d,所以

桶顶(底)所受的应力为

钢桶能否承受一定的外力作用,还取决于钢桶的结构。钢桶的桶身是用整块薄钢板焊接而成,桶顶、桶底与桶身是卷边接合,钢桶焊接处的强度在正常使用情况下应不低于原整块钢板的强度,内压力一般不超过2×l05Pa。在实际应用中,钢桶经常受到外力的作用,如严重的跌、撞会使钢桶产生凹陷、扁瘪甚至泄漏,为加强钢桶的强度,在桶身、桶底、桶顶上加工一些波纹和环筋,可以使刚性大大加强。钢桶卷边部分对整个钢桶来说是比较突出的边缘,也是最易被外力跌、撞凹瘛的薄弱环节。
如果钢桶卷边部分强度足够,则必须

采用卷边法接合桶身与桶底、桶顶,本身也是一种加强方式,特别是三重圆卷边已经代替了二重矩形卷边,这是制桶技术的一大进步。
|

