|
《金属包装设计与制造》(8)
金属包装桶用封闭器
文/吴若梅、刘跃军
钢桶顶上应根据开口类型设置桶口件,桶口件或称封闭器,目的是便于开启、方便使用,并保证内装物不泄漏。各类型的钢桶由千开口不同,桶口件的封闭方式也不同。同一开口的钢桶所采用的桶口件种类型号也可不同,这要根据内装物的性能来决定。
一、桶口件的类型
1、螺旋式
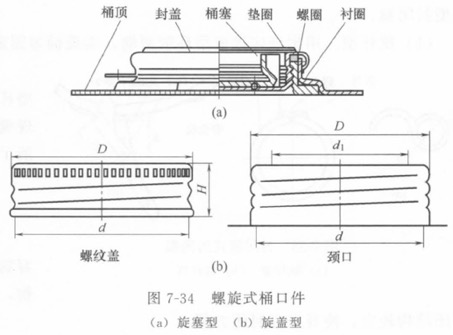
(1) 旋塞型
带有外螺纹的桶塞,与带有内螺纹的桶顶螺圈配合形成密封,由桶塞、螺圈、垫圈、衬圈、封盖组成,用于小开口钢桶,如图7-34(a)所示。
(2) 旋盖型
由内螺纹盖与外螺纹咽合密封的桶盖结构,适用于小开口钢桶与钢提桶,如图7-34(b)所示。
2. 揿压式
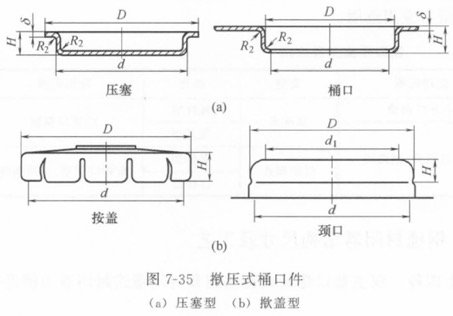
(1) 压塞型
通过揿压方式与桶口形式密封,适用于小开口钢桶与钢提桶,如图7-35(a)所示。
(2) 揿盖型
带有锯齿状边缘和密封垫片的搭锁式弹力盖,可与特殊的压扣颈口配合形成揿压式封闭,适用于小开口钢桶与钢提桶,如图7-35(b)所示。
3、顶压式
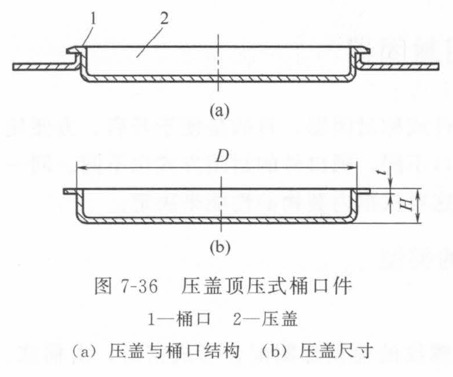
(1) 压盖型
通过揪压方式与桶口形成密封,适用于中开口钢桶,如图7-36所示。
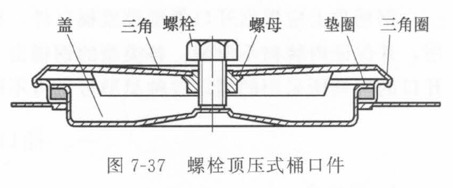
(2) 螺栓式
顶压盖由盖、三角圈、垫圈、螺栓及螺母组成,适用于中开口钢桶,如图7-37所示。
4、封闭箍式
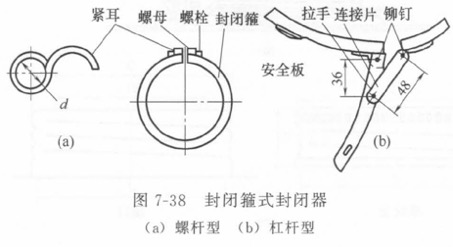
封闭箍是一种成型环带,用以固定全开口钢桶和缩颈钢桶的活动桶盖,按固定装置的不同可分为螺杆型封闭箍和杠杆型封闭箍。
(1) 螺杆型
用螺杆连接成型环带两端,实现桶盖固定的装置,如图7-38(a)所示。
(2) 杠杆型
通过杠杆连接成型环带两端,只要搬动拉手即可实现桶盖固定的装置,如图7-38(b)所示。
二、桶口件选用原则
(1) 对密封性能要求不高的内容物对密封性能要求不高的货物,如润滑脂等,一般选用掀压式封闭结构较宜,使开启和封闭方便;
(2) 对密封性能要求高的内容物对要求密封性要求高的物品,则选用螺栓压紧式或螺旋项压式桶口件,直开口桶及缩颈开口采用螺栓型或杠杆式封闭箍。杠杆式封闭箍比螺栓型封闭箍结构复杂,成本高但使用方便,螺栓型封闭箍比较坚固,用户可根据实际选用,如表7-15所示为桶口件类型与应用范围。
表7-15 桶口件类型及应用
| 类别 |
类型 |
应用范围 |
螺旋式 |
旋塞型 |
小开口钢桶 |
旋盖型 |
小开口钢桶、钢提桶 |
揿压式 |
压塞型 |
小开口钢桶、钢提桶 |
揿盖型 |
小开口钢桶、钢提桶 |
顶压式 |
螺栓型 |
中开口钢桶 |
压盖型 |
中开口钢桶 |
封闭箍式 |
螺杆型 |
全开口钢桶、缩颈钢桶 |
杠杆型 |
全开口钢桶、缩颈钢桶 |
三、钢桶封闭器结构尺寸及工艺
钢桶封闭器类型主要为以上四种,现主要以螺旋式旋塞型和封闭箍式封闭器为例进行介绍。
1、旋塞型封闭器的结构尺寸
由图7-34可知,旋塞型封闭器由桶塞、螺圈、垫圈、衬圈、封盖组成,下面分别介绍其零部件的具体结构和尺寸。
(1) 挤压桶塞结构尺寸及制备工艺
典型的挤压桶塞如G2、G3/4桶塞,其结构如图7-39所示,尺寸要求如表7-16所示。
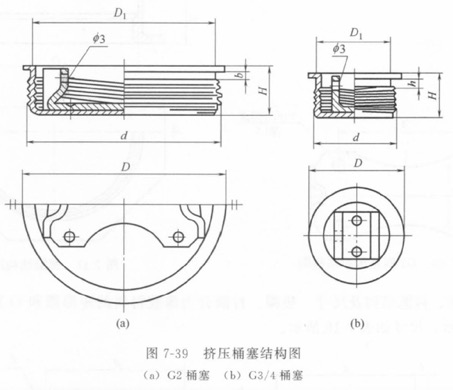

挤压桶塞生产工艺过程如下:下料-落料拉伸-压周边圆弧-螺塞滚丝-板扣凸焊,旋塞型封闭器螺纹为G桶用管螺纹,其基本尺寸要求:G2桶塞螺圈,25.4牙数11个;螺距2.309,牙形角55°;G3/4桶塞螺圈,25.4牙数14个;螺距1.814,牙形角55°。
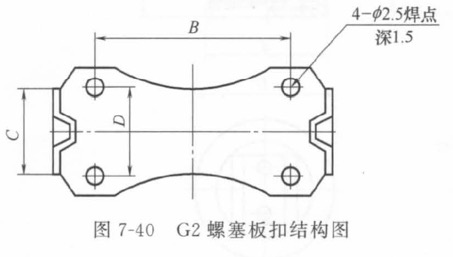
为了螺塞的装卸方便,要求在螺塞上点焊一个板扣,如图7-40所示为G2螺塞板扣结构,其制造工艺流程为:落料-压形-折弯压点-钻孔。
(2) 螺圈结构及尺寸螺圈结构如图7-41所示,其尺寸如表7-17所示。
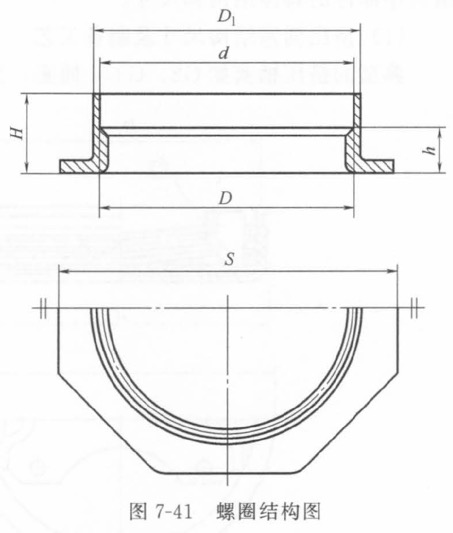

其制造工艺流程如下:
下料-落料拉伸-整形冲孔-八方切边-螺圈扩孔
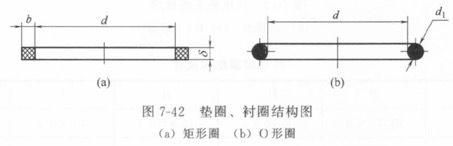
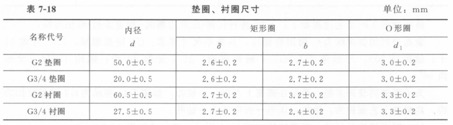
(3) 垫圈、衬圈结构及尺寸垫圈、衬圈分为橡胶材料的矩形圈和0形圈,其结构如图7-42所示,尺寸如表7-18所示。
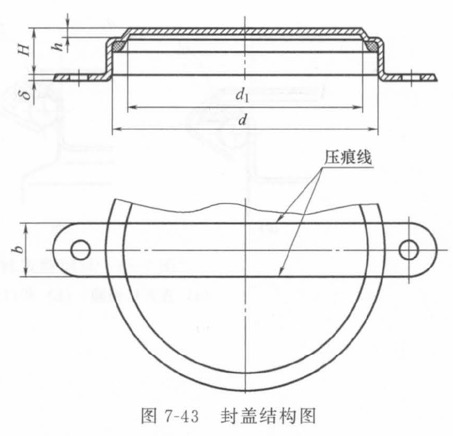
(4) 封盖结构及尺寸封盖结构如图7-43所示,其尺寸如表7-19所示。

2、封闭箍式封闭器尺寸
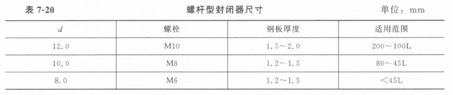
封闭箍式封闭器分螺杆型封闭器和杠杆型封闭器两种,广泛应用于全开口钢桶、开口缩颈钢桶、开口锥形桶等。这类钢桶都是开口桶,其桶盖的固定方式均采用封闭箍式的封闭器。现以螺杆型封闭器为例进行介绍,螺杆型封闭器由封闭箍、锁耳、螺栓、螺母组成,其结构如图7-38所示,尺寸如表7-20所示。
3、钢桶封闭器装配工艺
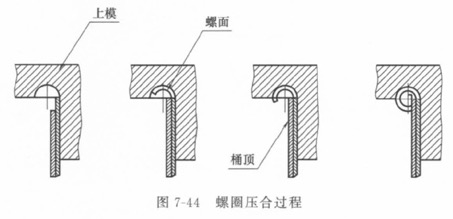
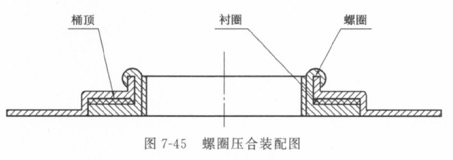
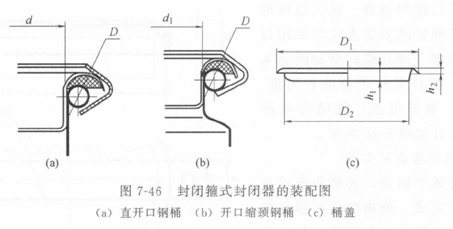
封闭器安装于桶顶,其结构形式决定了它的装配方式。最典型封闭器装配方法是模具压合结构。如螺旋型封闭器的螺圈是与桶项压合锁装的,先在桶项上冲孔、压形、翻边,然后把螺圈放于桶顶孔中,在压力机上进行压合。这种压合方法是将拉深件边缘卷成一定形状的一种冲压方法。如图7-44所示,当压合模具逐渐下压时,螺圈垂直边缘逐渐卷成圆弧形的过程,当圆弧形包住桶盖的翻边直壁时,就完成了桶盖与螺圈的锁装(压合)。如图7-45所示为螺圈与桶顶压合形状。如图7-46所示为封闭箍式封闭器的装配图。
|

