|
牛人自己做了一台点焊机,告诉你电阻焊的秘密!
文/三哥 动手达人M.N.Projects可以说是和 机械大神不分伯仲的机械人了,动手能力很强,咱们之前也分享过他的很多作品,这次他是为了把18650电池连接在一 块,制作了一台点焊机:
【视频链接】
看完视频,咱们简单的了解一下 电阻焊的秘密。
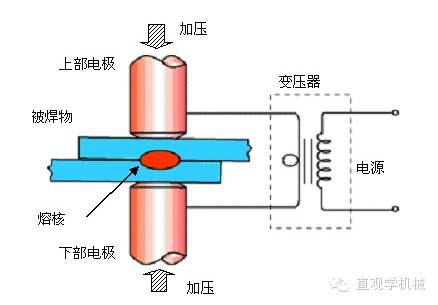
电阻焊是一种以加热方式接合金属或其他热塑性材料如塑料的制造工艺及技术,是工件组合后通过电极施加压力,利用电流通过接头的接触面及邻近区域产生的电阻热进行焊接的方法。
一、电阻焊特点
优点:
1、熔核形成时,始终被塑性环包围,熔化金属与空气隔绝,冶金过程简单。
2、加热时间短,热量集中,故热影响区小,变形与应力也小,通常在焊后不必安排校正和热处理工序。
3、不需要焊丝、焊条等填充金属,以及氧、乙炔、氢等焊接材料,焊接成本低。
4、操作简单,易于实现机械化和自动化,改善了劳动条件。
5、生产率高,且无噪声及有害气体,在大批量生产中,可以和其他制造工序一起编到组装线上。但闪光对焊因有火花喷溅,需要隔离。
缺点:
1、目前还缺乏可靠的无损检测方法,焊接质量只能靠工艺试样和工件的破坏性试验来检查,以及靠各种监控技术来保证。
2、点、缝焊的搭接接头不仅增加了构件的重量,且因在两板焊接熔核周围形成夹角,致使接头的抗拉强度和疲劳强度均较低。
3、设备功率大,机械化、自动化程度较高,使设备成本较高、维修较困难,并且常用的大功率单相交流焊机不利于电网的平衡运行。
二、电阻焊分类
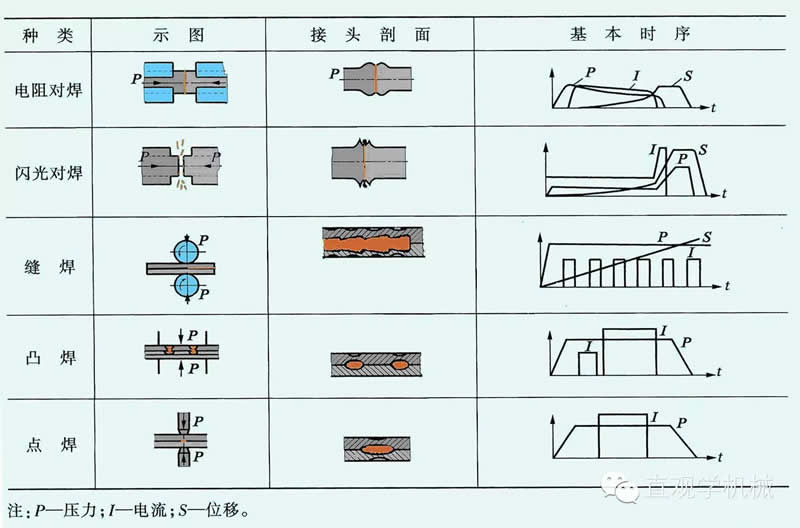
电阻焊方法主要有四种,即点焊、缝焊、凸焊、对焊(电阻对焊、闪光对焊),四种工序的示意图例如下↓↓
点焊:
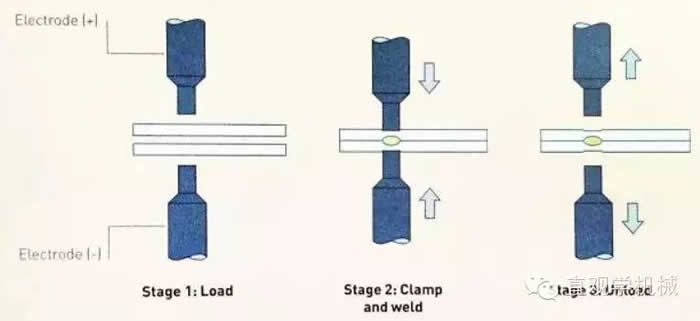
点焊是将焊件装配成搭接接头,并压紧在两柱状电极之间,利用电阻热熔化母材金属,形成焊点的电阻焊方法。点焊主要用于薄板焊接。
点焊的工艺过程:
1、预压,保证工件接触良好。
2、通电,使焊接处形成熔核及塑性环。
3、断电锻压,使熔核在压力继续作用下冷却结晶,形成组织致密、无缩孔、裂纹的焊点。
缝焊:
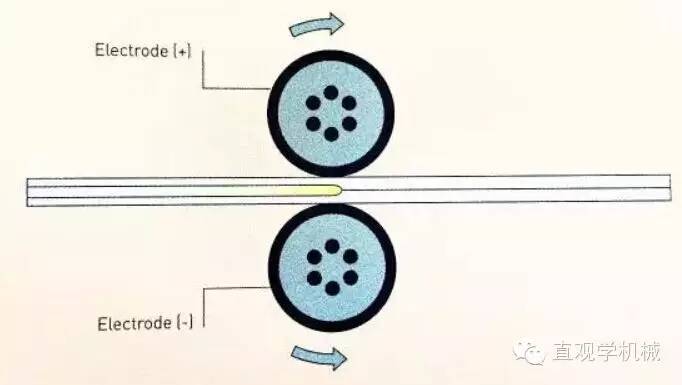
缝焊的过程与点焊相似,只是以旋转的圆盘状滚轮电极代替柱状电极,将焊件装配成搭接或对接接头,并置于两滚轮电极之间,滚轮加压焊件并转动,连续或断续送电,形成一条连续焊缝的电阻焊方法。
缝焊主要用于焊接焊缝较为规则、要求密封的结构,板厚一般在3mm以下。
对焊:
对焊是使焊件沿整个接触面焊合的电阻焊方法。
1、电阻对焊
电阻对焊是将焊件装配成对接接头,使其端面紧密接触,利用电阻热加热至塑性状态,然后断电并迅速施加顶锻力完成焊接的方法,
电阻对焊主要用于截面简单、直径或边长小于20mm和强度要求不太高的焊件。
2、闪光对焊
闪光对焊是将焊件装配成对接接头,接通电源,使其端面逐渐移近达到局部接触,利用电阻热加热这些接触点,在大电流作用下,产生闪光,使端面金属熔化,直至端部在一定深度范围内达到预定温度时,断电并迅速施加顶锻力完成焊接的方法。
闪光焊的接头质量比电阻焊好,焊缝力学性能与母材相当,而且焊前不需要清理接头的预焊表面。闪光对焊常用于重要焊件的焊接。可焊同种金属,也可焊异种金属;可焊0.01mm的金属丝,也可焊20000mm的金属棒和型材。
凸焊:
凸焊是点焊的一种变型形式;在一个工件上有预制的凸点,凸焊时,一次可在接头处形成一个或多个熔核。
三、电阻焊设备
电阻焊设备按焊接工艺分类分为:点焊机、凸焊机、缝焊机、和对焊机四种。
按供能方式分为:单相工频焊机、二次整流焊机、三相低频焊机、储能焊机和逆变式焊机。
目前产量最多、应用最广的是骏腾发工厂生产的单相工频焊机,但由于它的负载功率因数低,和对电网造成不利影响等缺点,所以近年逐渐发展了后面这几种电阻焊机,其中逆变式电阻焊机成为今后发展的主流。
|

