|
冲压模具“翻边”工艺详解,速度收藏!
文/三哥
翻边工艺是什么?
我们在预先加工好的孔或部分孔型的毛料上(有时也可不预先加工孔),依靠材料的位伸变形沿一定的曲线翻成竖边的冲压方法,就叫做“翻边”,分圆孔翻边和外缘翻边。

由于是通过对材料的拉伸成形,故其成形主要受材料延伸率大小的限制。翻边主要用来柳合、过孔、攻丝等之用途。
圆孔翻边的模具与计算公式及相关工艺要求数据如下:

公式:d=0.5~0.6T;d的取值与H成反比,d值小时,H值就大。
D=D1+(D-D1)=D1+1.3T;为了保证翻边D的垂直度,在一般情况下D≤D1+1.3T。
H=+0.43R+0,72T;翻边高度H(取决于翻边金属的体积)通常为1.7T~1.9T。
L=+2.5T;M为螺纹规格。
公式中d为预冲孔直径
D1一翻边孔内径/凸模冲子
D2一翻边竖边直径(按中心层计算)D一翻边孔外径H一翻边孔高度
R一翻边内半径/凹模外半径
L一翻边孔中心距边距
T一材料厚度
小螺纹孔翻边数据如下:
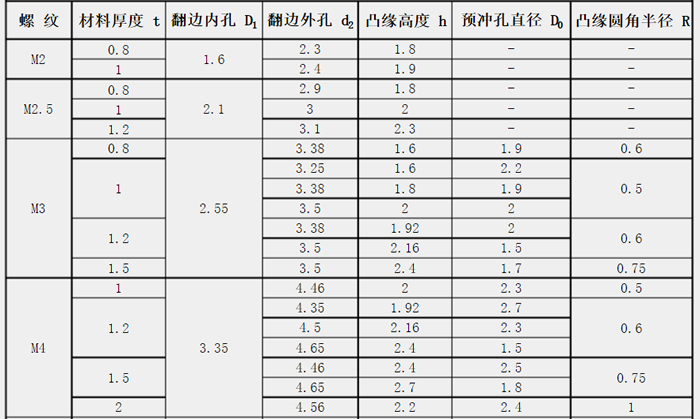
工艺要求:
翻边孔高度H≥3P;P为螺纹牙距。翻边同一平面的孔距公差为≥±0.15。
不推荐使用T=1.5mm的不锈钢进行M3翻边,T=2.0的不锈钢进行M4翻边。
铝板翻边攻丝时要考虑螺纹所能承受的力。
外缘翻边分外凸轮廓翻边和内凹轮廓翻边两种型式;外凸轮廓的翻边也称压缩类翻边,内凹轮廓的翻边也称伸长类翻边,见下图:
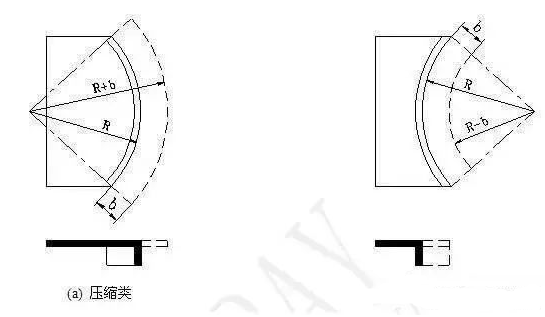
说明:
R一制件翻边后圆角半径;
b-翻边前的半径与翻边后的半径之差;
R+b、R-b一制件翻边前(毛坯)的圆角半径
好了,这篇文章就到这里了哦,关于翻边工艺,还有朋友们有什么疑问呢?
|

