|
工厂布局设计与现场物流改善
文/凤巢
工厂布局规划管理是工厂生产过程组织的一项先行工作。布局合理与否,往往很大程度上事先就决定生产效率的高低。
一、工厂布局设计的要求
工厂布局的内容包括工厂总体平面布置(解决工厂各个组成部分,包括生产车间、辅助生产车间、仓库、动力站、办公室等各种作业单位和运输线路设施的相互关系,解决物料流向和流程、厂内外运输的连接)和车间布置(解决工作地、设备、通道、管线之间和相互位置,解决物料搬运的流程及运输方式)。
1、工厂总体布置设计的要求
(1)满足生产要求,工艺流程合理;
(2)适应工厂内外运输要求,线路短捷顺直;
(3)合理用地;
(4)充分注意防火、防爆、防损与防噪;
(5)利用气候等自然条件,减少环境污染。
2、车间布置设计的要求
(1)确定设备布置的形式;
(2)满足工艺流程要求;
(3)实行定置管理、确保工作环境整洁、安全;
(4)选择适当的建筑形式。
二、工厂布局设计的总体原则
设施布置设计的总原则:
整体综合原则(设计时应将设施布置有影响的所有因素都考虑进去,以达到优化的方案)
移动距离最小原则
流动性原则(设施布置应使在制品在生产过程中流动顺畅,消除无谓停滞,力求生产流程连续化)
空间利用原则(生产区域或储存区域的空间安排,都应力求充分有效地利用空间)
柔性原则(应考虑各种因素变化可能带来的布置变更,以便于以后的扩展和调整)
安全原则
三、工厂布局形式及不同形式的特点
生产设施布局形式可按设施类别分为生产设施和服务设施两大类,再来细分布置形式。
1、生产设施的三种基本的布置形式:
(1)固定式布置
(2)产品原则布置
(3)工艺原则布置
(4)成组原则
2、服务设施的三种基本的布置形式:
(1)零售店布置
(2)办公室布置
(3)仓库布置
(1)固定式布置原则(项目布置):主要是工程项目和大型产品生产采用的一种布置形式。它的加工对象位置,生产工人和设备都随加工产品所在的某一位置而转移。如工程建设、飞机厂、造船厂、重型机器厂等。
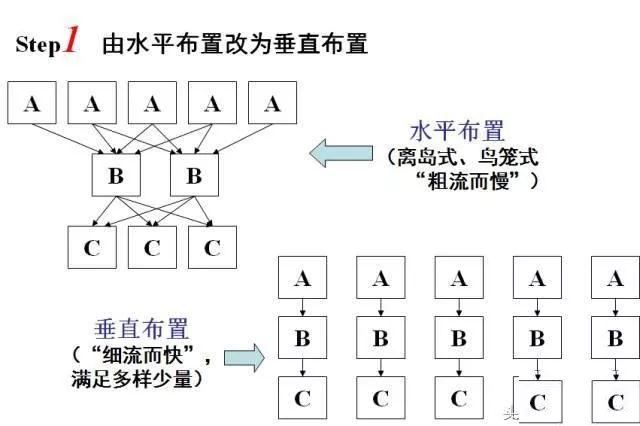
(2)产品原则布置(流水线布置):当产品品种少批量大时,应当按照产品的加工工艺过程顺序来配置设备,形成流水生产线或装配线。
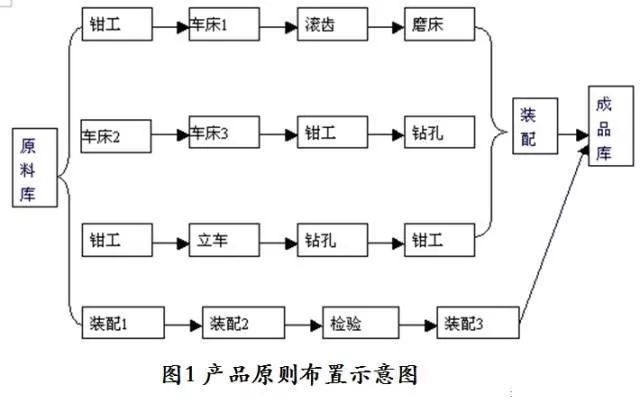
产品原则布置设计原则:
有利于工人操作方便;
在制品运动路线最短;
有利于流水线之间的自然衔接;
有利于生产面积的充分利用。
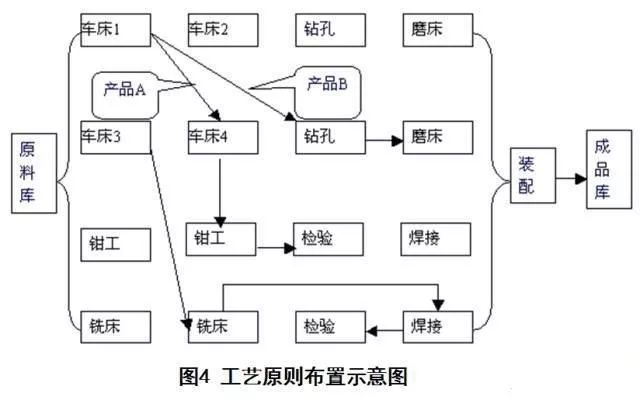
(3)工艺布置原则(机群式):把同类型的设备和人员集中布置在一个地方。
(4)成组布置原则(混合布置)
成组技术就是识别和利用产品零部件的相似性,将零件分类。一系列相似工艺要求的零件组成零件族。针对一个零件族的设备要求所形成的一系列机器,称作机器组。
成组原则布置可以认为是产品原则布置的缩影,是将工艺原则布置系统转化为接近产品原则布置系统。
成组原则布置的特点:
加工时间较短、物流效率较高;
在制品较低、准备时间较短;
具有工艺原则布置的柔性。
(5)不同布置类型的特征

四、生产现场的物流改善
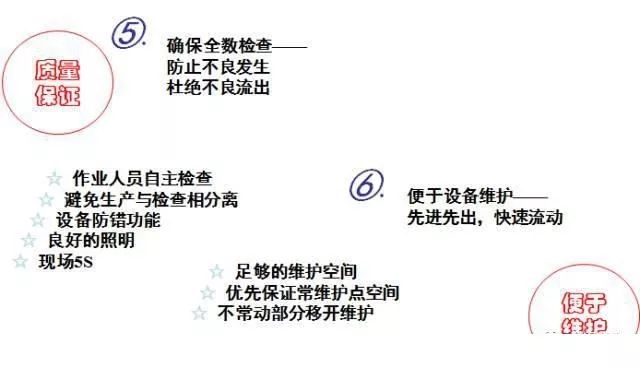
合理的生产布局能够保证物料顺畅流动,减少无价值的搬运动作,提高现场的管理透明度和生产效率。
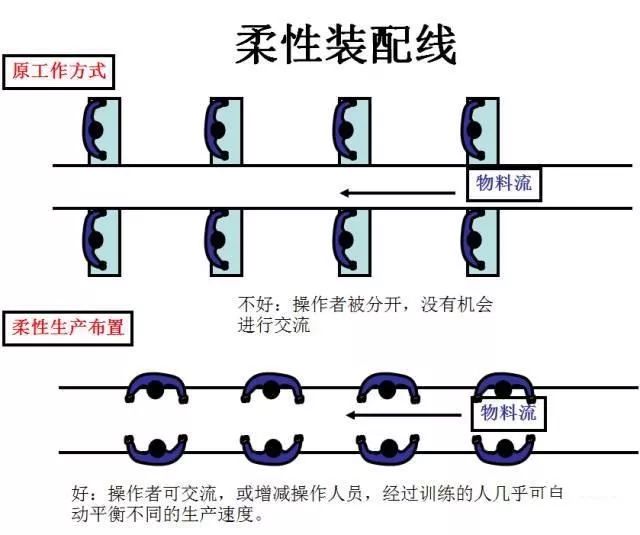
(1)有弹性的生产线布置
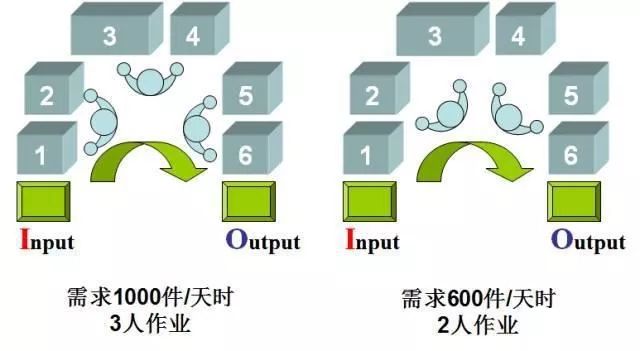
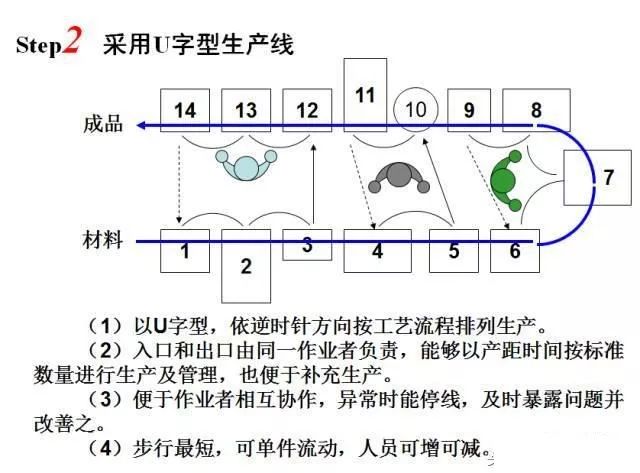
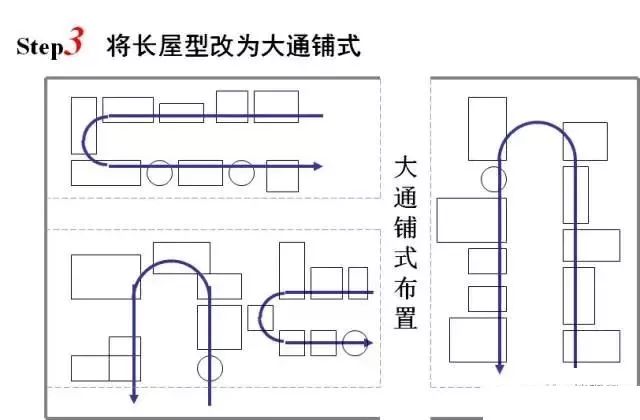
(2)流线生产的布置要点
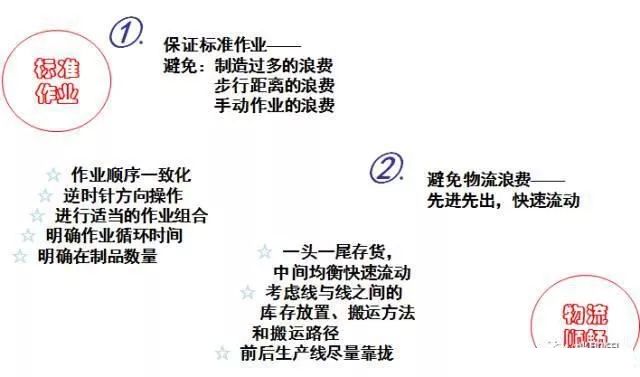
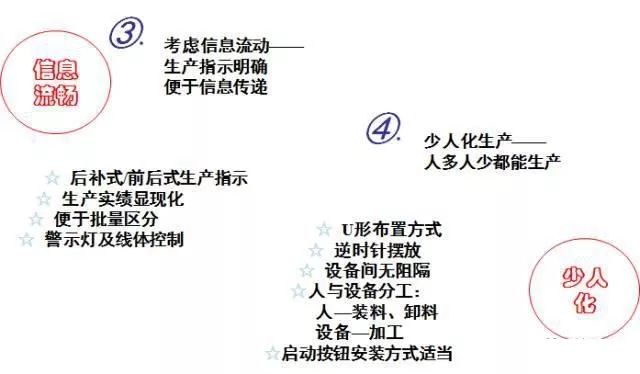
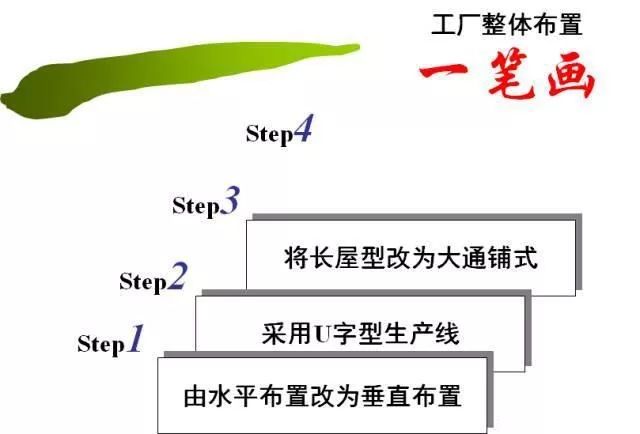
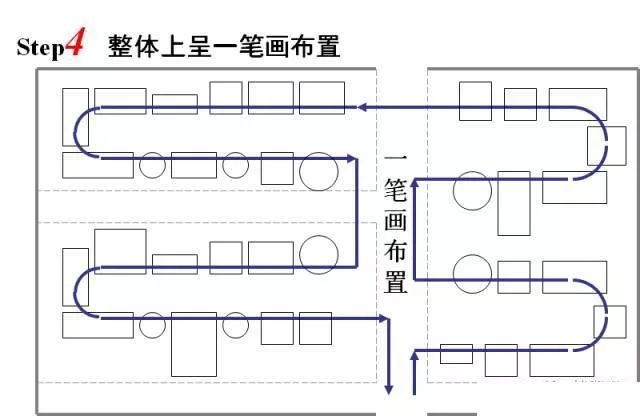
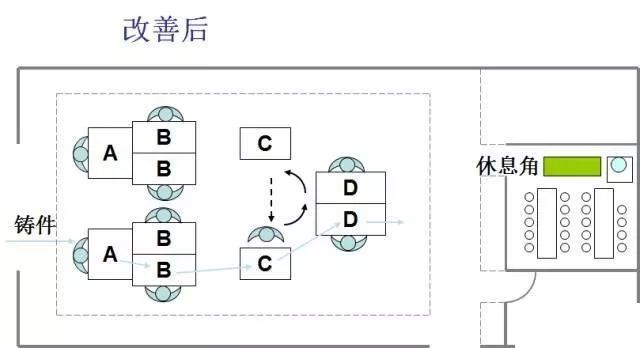
(3)一笔画的工厂布置:从提高整体效率的目的出发,将前后关联的生产线集中布置。
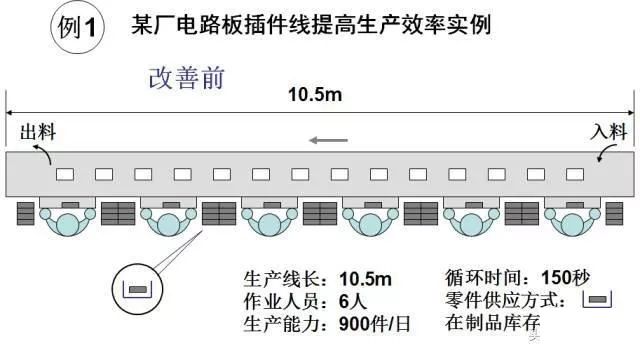
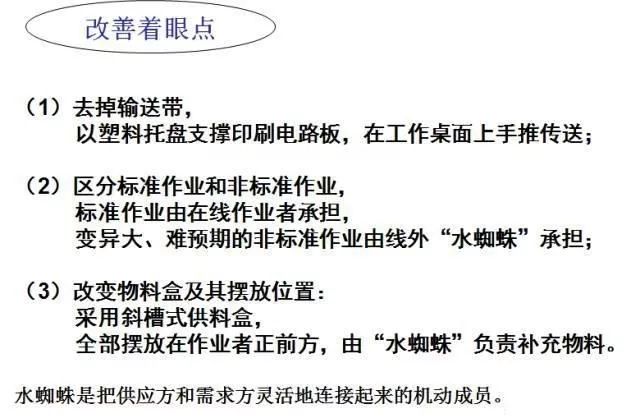
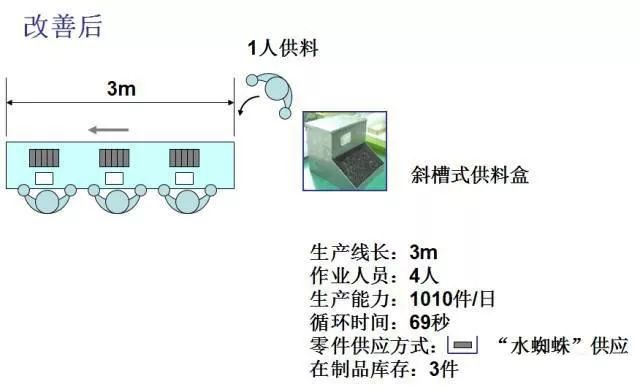
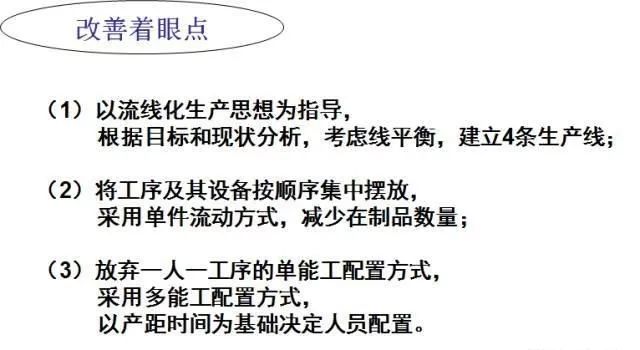
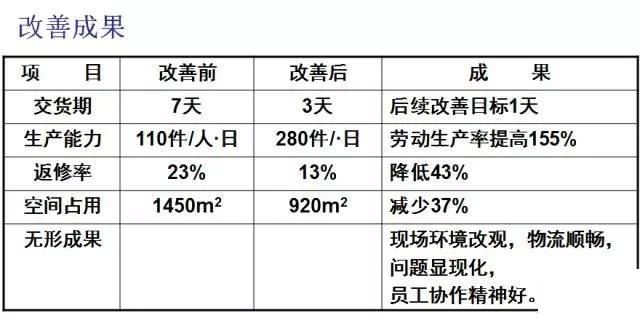
五、附:流水化生产改善实例


|

