印涂铁背污发生的后果、原因和解决措施
文|铁匠
在金属印涂过程中,由于皮带、滚筒上存在溶剂或涂料残留,造成铁皮背面污染,在印铁行业一般称为背污(也叫反面污染、背面带料等),是印铁生产线(特别是涂布工艺)常见的一种质量缺陷。
背污发生的位置及后果
外涂面污染 如果是生产内涂面时产生背污,也就是发生外面(制罐/盖后,在罐/盖子的外表面)污染,造成外观不良。
罐身焊线污染 如果污染刚好在罐身焊线部位,会造成罐子焊接时产生焊接不良,甚至导致焊轮烧毁。
内涂面污染 如果是在外涂印时产生背污,也就是发生内涂面污染,有两种情况和后果。一种是污染时内面已经完成涂层覆盖,导致制罐后污染直接与内容物接触,造成食安隐患。另一种是污染时内面尚未完成涂层覆盖,则有可能造成内涂面在涂层覆盖时出现漏涂(视污染物而定),以及制罐充填后漏罐等品质隐患。
涂布/上光机的刮拭系统工作原理
提到涂布/上光机的刮拭系统,国内目前大多使用富士C450~C452型号或仿造该类型的涂布机。C450~C452涂布/上光机的压印辊刮拭系统包括前刮刀、溶剂刷(羊毛毡)、后刮刀、溶剂泵(一般和涂料泵为一体),其功能分别介绍如下。
前刮刀 也叫第一刮刀或钢刮刀,一般为工具碳钢材质,刀片规格为0.15mm×50mm×1185mm,主要功能是将压印辊上多余的涂料刮到下方的承接盘,避免涂料污染铁皮背面。
溶剂刷 也叫毛毡或羊毛毡,一般为羊毛毡材质,主要功能是:通过浸泡在羊毛毡上的溶剂在已经被前刮刀刮拭过的压印辊表面进行擦拭(压印辊经过前刮刀刮拭后,一般表面还会残留薄薄一层涂料);以及润滑压印辊表面,消除前后刮刀刮拭压印辊表面时产生的热量,避免压印辊表面干磨而减少使用寿命。
后刮刀 也叫第二刮刀或塑料刮刀,一般为超高分子聚乙烯材质,刀片规格为0.30mm×50mm×1185mm,主要功能是将压印辊上经过溶剂刷擦拭过的涂料及溶剂刮拭干净,避免污染到铁皮背面。
这个过程类似于我们要将瓷砖表面的不干胶贴纸去除,首先要拿稍硬点的金属片刮除,刮除不干净的用抹布沾湿擦拭,然后再用软的塑料片轻轻一刮,正常就干净了。
背污发生的原因及四要素分析法
印铁常见的背污一般要归因于涂布/上光机压印辊上的溶剂未刮拭干净。背污的原因视发生的位置而异,我们可以用鱼骨图(图1)进行分析。针对生产过程中可能导致刮拭不干净(即背污)的原因及解决措施,接下来我们使用要因分析中的“人机料法”四要素进行详细分析。
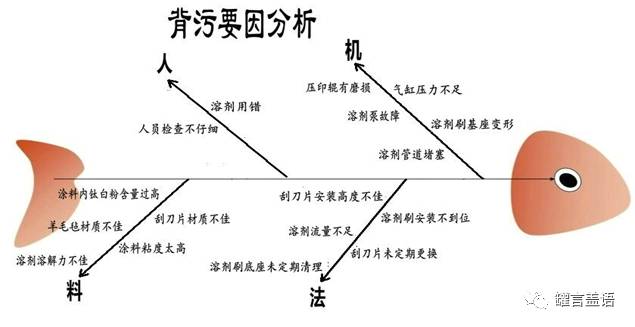
图1 印铁背污成因分析鱼骨图
人员因素及解决措施
溶剂用错 这会造成溶剂刷表面及溶剂堵塞,进而引起背污。
解决办法是各涂料所对应的溶剂要标示清楚,不同涂料及溶剂应分开储放。
人员检查不够仔细 倘若人员对机台操作不够熟练或不够仔细,会造成当设备有异常时不能及时发现。
解决办法是需对人员进行教育指导后方可上岗操作。
机台/设备因素及解决措施
压印辊磨损 压印辊经过长时间使用后表面会有伤痕,刮刀无法完全刮拭干净,这种情况发生时,背污位置一般是固定的。
由于压印辊一旦磨损只能更换,且成本较高,故平常应该注意保养。平常刮刀压力不应超过2.5kg,最高不能超过3.5kg(特别是当前刮刀使用钢刀片时)。另外平常压印辊不要频繁处于干磨状态(即机台在运转时,压印辊上没有涂料,而刮刀却处于压住状态)。
刮刀/溶剂刷气缸卡脏 由于刮刀座和溶剂刷座都是靠气缸顶住才能起作用,若平时涂料和溶剂污染到气缸后没有及时清理干净,会造成气缸无法正常顶出或压力不足,最终导致刮拭不干净。
解决办法是刮刀/溶剂刷气缸表面应保持干净,定期清理。
溶剂泵故障 生产中溶剂泵突发故障、电源线脱落、溶剂管道内有空气都会造成溶剂供应不足,从而导致压印辊刮拭不干净,需要说明的是,这种原因造成的背污通常都是整面性的。
解决办法是定期检查溶剂泵的电线、插头及管道、管道阀门是否有松动的现象。
溶剂刷安装座变形 由于长期使用后溶剂刷中间部位容易变形,造成羊毛毡无法和压印辊完全接触,也会导致压印辊刮拭不干净。
解决办法是定期对羊毛毡底座进行检查、测量,新羊毛毡安装前应先用溶剂浸泡,避免安装时用力敲击,诸如此类的方法都可有效延长羊毛毡底座的使用寿命。
溶剂管道堵塞 这种情况一般是溶剂和涂料不匹配或有异物掉入溶剂槽内致使管道堵塞并造成刮拭不干净。
因此,务必要让溶剂和涂料匹配,平常生产时需注意泵的周边不要放置抹布、工具等,避免掉入造成管道堵塞。
材料因素及解决措施
涂料内钛白粉含量太高 白磁涂料基本上都含有钛白粉,由于钛白粉内含有硬度较高的金属成分,若涂料内钛白粉含量太高,对刮刀及压印辊都会造成一定程度的损伤。
解决办法是请涂料厂商改善或尽量稀释后作业,以减少设备损伤。
羊毛毡材质不佳 有的羊毛毡在使用过程中会出现脱毛现象,脱落的毛屑会粘附在后刮刀上,造成刮拭不干净,还会造成后刮刀(塑料刀片)损伤。
解决办法是尽量购买原厂或国内较大品牌的产品。
刮刀片材质不佳 同样,若刮刀材质不佳会加快刀片及压印辊的磨损,同时也容易导致背污产生。
解决办法是尽量购买原厂配件或国内较大品牌的产品。
涂料粘度过高 涂料粘度过高会造成刮刀及羊毛毡在擦拭过程中很吃力,也容易加快溶剂的脏污程度,若不及时更换会很容易造成背污。
在无法改善涂料粘度的情况下,只能增加刮刀片和溶剂的更换频次,以避免背污产生。
溶剂溶解力不够 有些小型涂料厂家往往无法针对自家涂料研发出匹配的溶剂,使用通用的溶剂则无法完全溶解涂料内的一些成分,导致羊毛毡在擦拭过程中不仅很吃力,还容易造成擦拭不干净。
解决办法是尽量请涂料厂商配备相容性较好的溶剂。
方法因素及解决措施
刀片安装高度不佳 一般刀片安装高度为两侧15mmm,中间15.5mm,中间和两侧要逐步加高,呈弧形,不能一段高一段低,否则容易造成刮拭不干净。
解决办法是严格按照标准高度安装,安装后需确认。
溶剂刷安装不到位 溶剂刷的羊毛毡安装不到位,在生产过程中容易脱落造成背污。
因此,新羊毛毡在安装前应先浸泡至少15分钟,既可以避免毛屑脱落,同时也比较容易安装。此外应按照先两头后中间的顺序安装,避免一头安装完成,另一头拱起。
溶剂流量不足 溶剂流量不足的原因有很多,例如管道内有空气、阀门开度太小、羊毛毡堵塞等都会造成流量不足。当流量不足时,羊毛毡擦拭会比较吃力或无法完全将涂料擦拭干净,从而造成背污。
解决办法是:在管道连接处要使用密封垫并避免有管道松动现象,羊毛毡应定期清洗,未使用时应浸泡在溶剂内。诸如此类的措施都能有效避免溶剂流量不足的现象。
刮刀片未定期更换 正常使用状况下,前后刮刀都必须每8小时拉出来清理一次,生产白磁油或粘度较高的涂料时,应缩短清理间隔时间。拉出清理时顺便检查刮刀的磨损现象,前刮刀若有倒边(钝边)现象则需立即更换;后刮刀若有轻微磕伤,可用砂纸研磨或使用木工刨削平,若磕伤严重或已变形则需更换。
溶剂刷底座未定期清理 溶剂刷经过长时间使用后,在底座下方会堆积大量涂料渣,影响溶剂的流通和溶剂刷的使用。
解决对策是建议每隔一周左右对溶剂刷底部的基座槽和流通孔进行清理。
结语
以上从“人机料法”四方面总结了印涂铁背污的防范措施,希望对业内人士有所助益。在高成本和环保趋严双重压力下的印铁行业,要想盈利并争取到订单,只有重视品质才能走的更远。

