《包装机械设计》(6)
第三节 金属软管与金属箔包装容器加工机械
一、金属软管包装容器加工机械
软管是一种特殊的包装容器,主要用于膏状物的包装。常用的软管包装容器有金属软管、塑料软管和复合软管。金属软管主要以锡、铅、铝等软金属为材料,目前锡与铅由于毒性问题,已不再使用,而广泛采用铝材为原料。
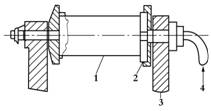
图17-30 气密检漏装置示意图
1-钢桶 2-橡胶垫 3-转盘 4-高压空
铝质软管的特点:铝质软管密封性好,可保护内装物不受空气及其它污染物的侵蚀,可使内装物较长时间内不变质。同时管内壁涂料可大大提高抗酸或抗碱腐蚀能力。
以铝质软管为例,其加工工艺为:坯料供给(给料机)→挤压成型(挤压机)→车管口螺纹(车床)→退火处理(退火炉)→表面涂饰(涂布机)→烘干(烘干机)→印刷(印刷机)→成品。
铝质软管的生产方法近似二片罐。先将铝质坯料放入给料机或自动给料斗上,给料装置一片片地送入压力机经冲模挤压成管形。然后经专用车床切制口部旋盖螺纹,同时车出管口、管肩并按确定的管长切断。车削加工中管内要插入芯棒便于夹持。铝软管在挤压加工中材质会变硬,为使其柔软便于使用,还要进行退火处理。内壁涂敷环氧型涂料,再经烘干,外壁印刷,最后加盖便得到待装料的软管容器。软管的尾部是敞开的,当装入内装物后经压平卷两折,形成完好的封口,便可得到成品。
二、金属箔包装容器成型机械
1.金属箔概述
金属箔类材料有很多种,目前普遍采用铝箔作包装材料。其它常见的箔类材料有铅箔、锡箔、银箔等。由于铅与锡含毒性,而银箔价格太贵,所以几近淘汰。铝箔由于具有不渗透性好、不吸水、不吸油、不污染包装物、延展性好、质轻、光泽优雅等特点,目前在包装领域得到了广泛使用,现在一般讲金属箔包装多指铝箔包装。
铝箔包装容器形式有两类。一类是以铝箔为主体经成型加工制得的成型容器,又称刚性或半刚性容器,有盒式或盘式的。另一类是袋式容器,也称软性容器,多以纸/铝箔、塑料/铝箔及纸/铝箔/塑料层接的复合材料制成。如蒸煮袋外层为聚酯,中间为铝箔,内层为高密度聚乙烯、聚丙烯或聚乙烯和聚丙烯的共聚物。
铝箔的软性容器加工及其机械与塑料袋成型加工相同。请参考本书的有关内容。
半刚性铝箔容器指皱壁铝箔容器,刚性铝箔容器指光壁铝箔容器。它们都是采用0.05~0.1mm厚的铝箔经不完全冲压拉深(皱壁)和完全冲压拉深制成。
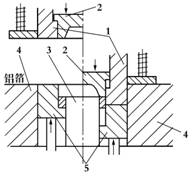
图17-32 铝箔容器成型模原理图
左半图-上模在冲头的上死点,右半图-上模在冲头下死点
1-落料凸模兼拉深凹槽 2-拉深凹模 3-拉深凸模 4-落料凹模 5-顶块
2.铝箔包装容器的加工设备
这里主要介绍刚性或半刚性铝箔容器的加工设备。这些设备与两片罐加工设备相近,即用压力机配以复合冲模,同时配以相应的给料与卸料机构与装置。有的还需配上单独的模切机。有关机构及装置,压力机、模切机等均可参考本书关于塑料容器成型机械或纸容器成型机械的介绍。
铝箔包装容器成型设备的工作过程,如图17-32所示。它可同时完成铝箔落料、拉深、卷边等工艺。拉深凹模由1、2组成并装在压力机冲头(滑块)上,凸模3装在下部。1的外沿刃口同时起落料凸模的作用(如图左半部所示)。自动给料机构(未画出)将铝箔置于3、4、5之上,当上模下行时,箔材由落料凹模与凸模1落料后,冲头继续带动1、2向下运动将铝箔拉入凹模2中,这时铝箔外沿受变向的切向拉应力使铝箔在侧壁及边沿自然形成扇状的摺叠边,同时在2和3紧贴时皱纹叠边定型成皱摺状。随着冲头的继续向上,带动1,便压出容器直边。这时冲头已到下死点(如图右半部所示),顶块5先退让使2把工件压住,接着冲头开始回程,1向上顶铝箔则形成卷边。如果1、2都向上且暂不顶出,则容器留下直立边。这时便可得到皱壁铝箔容器。
如果在冲制过程中铝箔完全拉深,边缘不产生皱纹,所得到的铝箔包装容器便为光壁容器。光壁容器所用的铝箔材料塑性应极好,含铝要达到98~99%。模具的制造和配合精度也要求很高。凸模可用压缩空气来代替。一般光壁铝箔容器的模具制造成本均比皱壁容器的要高3~5倍。
涂敷设备可用于在铝箔容器的内外表面涂敷耐热涂料或在封盖部位涂敷热法密封胶。

