《包装机械设计》(5)
(五)翻边机
翻边机是用来完成金属桶身翻边工序的机器。翻边机种类很多,按工作时金属桶的放置方式有卧式翻边机与立式翻边机(卧式指桶轴线水平,立式指桶轴线铅垂);按一次所能翻边的数量有单头翻边机(一次只翻一端)和双头翻边机(一次翻两端);按翻边原理可分为滚压式翻边机和挤压式翻边机;按所能加工的桶形可分为圆桶翻边机和异形桶翻边机。
1.滚压式与挤压式翻边机的工作原理
滚压式翻边机的主要工作部件为两个压辊。工作时两压辊和桶身三者之间作相对运动(转动、平移或摆动),滚轮对桶身进行旋压而使桶身端产生塑性变形实现翻边。其翻边原理如图17-25所示。翻边过程中有两种运动,一是压辊相对于桶身作进给运动,使桶边向外翻出;二是桶身绕自身轴线作旋转运动,使桶边缘处能翻边。桶身获得旋转运动的方法有两种:主动与被动。主动指桶身直接由电动机和减速机构带动旋转,在翻边时由转动的桶身借助摩擦力带动压辊旋转。被动指电动机及减速机带动压辊旋转,桶身靠摩擦力的作用通过压辊带动旋转。对异形桶压辊要作桶形仿形运动。滚压式翻边机除翻边外,还有缩颈等多种功能,对不同金属材料和不同板厚适应性较强,用得较普遍,但翻边精度较低。
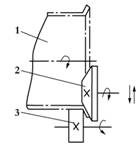
图17-25 滚压翻边
1-桶身 2-压辊 3-压辊
挤压式翻边机是靠两个压盘沿桶框的轴线方向作相对运动而实现翻边。其工作原理如图17-26所示。两压盘的相对运动由液压或机械传动来实现。在翻边过程中,桶壁受到挤压,为了协助桶壁承受挤压力,用胎具从外围护住桶壁。挤压式翻边机翻边精度高,结构简单,特别适用于多重卷边(如三重)的钢桶。但挤压式翻边时,桶壁要承受一定挤压力,因此,挤压式不能用于强度很低的金属桶(如铝桶),用于板厚在0.6mm以上的钢桶。
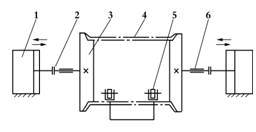
图17-26 挤压翻边
1-油缸 2-联轴器 3-压盘? 4-桶框 5-挂通架 6-轴承
2.圆桶翻边机
图17-27所示为圆桶卧式双头翻边机。该机为桶身被动旋转的滚压式翻边机。其结构左右对称,工作时,两边同时动作进行翻边。图中右半部表示上压辊处于最高位置,桶身喂入,呈待翻边的状态;左半部表示上压辊进给终点处于最低工位置,桶身完成翻边的状态。下面介绍其工作原理及工作过程:
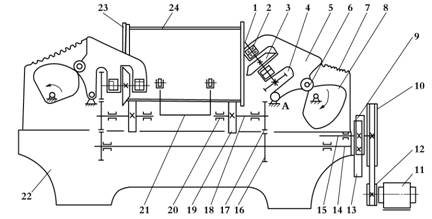
图17-27 圆桶双头滚压式翻边机示意图
1-上压辊轴 2-向心轴承 3-上压辊 4、9、13、16、17-齿轮 5-压辊托架 6-滚轮 7-弹簧
8-凸轮 10、12-皮带轮 11-电机 14-主轴 15-蜗杆轴 18-下压辊轴 19-下压辊
20-轴承 21 托、翻桶装置 22-机座 23-挡圈 24-桶框
(1)进给运动
该机的进给运动如图右半部所示,由上压辊3作摆动来实现。与上压辊相联的上压辊轴1通过轴承2支承于压辊托架5上。凸轮8顺时针推高从动滚轮6,使压辊托架5绕支点A作逆时针摆动。而上压辊3也随之向桶内摆动,直到上压辊轴1处于水平位置为止,从而完成进给运动。然后凸轮8转至最小升程,靠弹簧7的作用,压辊托架5顺时针摆回到原位,上压辊3则退出桶外,与此同时,左半部运动对称进行。这时两端已翻边的桶框便可取出,下一个待翻边桶框即可进入。
(2)主旋转运动
主旋转运动为上、下压辊的转动。电机11使蜗杆轴15旋转,蜗杆轴15右端的齿轮9与齿轮13啮合,从而使主轴14旋转。通过齿轮16与17的啮合,使下压辊轴18旋转,下压辊轴上的下压辊19即获得主旋转运动。当上压辊向下摆动进给时,齿轮4与17逐渐啮合,上压辊也获得了主旋转运动。此时位于上、下压辊间的桶身受摩擦力的作用,被压辊带动着绕自身的轴线旋转,同时在上压辊的进给作用下完成翻边。翻边过程中,挡圈23的作用是防止桶身轴向窜动,挡圈上部有开口,并不妨碍上压辊的运动。
托、翻桶装置21的作用是在翻边前支持桶框,翻边后送出桶框。其结构及工作原理如图17-28所示。

图17-28 托、翻桶装置原理图
1-桶身 2-托桶滚轮 3-托桶架 4-支点 5-气缸
3.异形桶翻边机
异形桶的翻边机比圆形桶翻边机的结构及原理都要复杂。下面分析挤压式异形桶翻边机:图17-29所示为一种异形桶挤压(滑块)式翻边机。图中左右结构对称,工作时左右动作也是同时的。图左半部所示为桶框待翻边的状态;右半部所示为翻边结束时的状态。它的工作过程如下:
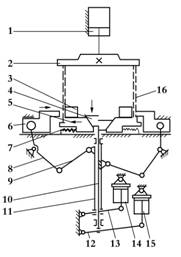
图17-29 异形桶挤压(滑块)式翻边机示意图
1-油缸 2-压盘 3-内胎模 4-锥体 5-内滑块 6-外滑块 7-弹簧 8-叉形杠杆
9-连杆 10-芯轴 11-套管 12-下摆杆 13-上摆杆 14、15-油缸 16-异形桶框
(1)桶框的喂入和轴向定位
当油缸中的活塞1处于最上位置时,固装于活塞杆上的压盘2则处于最上端,将桶框放于压盘的下方并套住内胎模3和内滑块5的上层台阶。然后使活塞下行,压盘随之下降,从轴向压住桶框(左半图所示)。
(2)护桶
油缸14中的活塞下行,使上摆杆13绕其左端的支点向下摆动,通过套管11和连杆9的作用,叉形杠杆8的上端向桶框摆动,由于叉形杠杆的上端与外滑块6铰接,所以外滑块6也随之向桶框方向滑动,直到箍住桶框,达到护桶目的。
(3)翻边
油缸15中的活塞下行,下摆杆12绕其左端支点向下摆动,与下摆杆中部铰连的芯轴10随之下移,固装于芯轴上端的锥体4必然下移,通过内滑块5和锥体相配合的锥面的作用,内滑块则被迫向桶外作水平滑动,致使桶框完成翻边(图右半部所示)。
(4)回位取桶
油缸14中的活塞上行,通过上摆杆13、套管11和叉形杠杆的作用,外滑块向外滑动,离开桶框退回原位。与此同时,让油缸15中的活塞上行,下摆杆则向上摆动,芯轴和锥体上升,在弹簧7的作用下内滑块向内滑动而回原位。接着油缸1中活塞上行,压盘上行,已翻边的桶框便于取出。
(六)波纹机与胀筋机
桶身两端用波纹机滚出多条波纹并用胀筋机在桶身中段扩胀两条加强环筋,提高桶的强度。
波纹机与胀筋机的工作原理都是一样的,结构很简单。它们都是将成型的桶身套于旋转主轴上,通过带有波纹(或筋)断面槽形的滚轮沿桶身径向进给,在进给过程中使桶身材料产生冷旋压变形。滚轮在旋压过程中,产生三个方向的运动,即沿桶身(或主轴)的径向运动、滚轮沿主轴的轴向运动和滚轮自身的旋转运动。滚轮表面的槽形因滚纹或胀筋的深浅大小有所不同。滚纹槽浅而密,滚筋深而宽。
(七)封口机
封口机的结构原理与三片罐或两片罐封口机工作原理一样。如果用多重(三重)卷边封口机封口,只需在原来的二重卷边封口机上增加一道卷封轮。
(八)试漏机
试漏机是用于检验桶的密封性的机器。试漏一般分两步进行,即前试漏与后试漏。前试漏指封口前的桶身试漏,主要是检查桶身焊接接缝处的焊接质量与密封性。后试漏是桶底、桶顶两端封口后的检查,检验卷边封口质量及密封性。
试漏机工作原理:它是将钢桶夹于转盘(有单转盘与双转盘)间,并将夹紧处密封加橡胶垫圈),然后充入一定压力的气体或液体,看是否有泄漏。
图17-30所示为气密检漏机的试漏装置。它用于检验桶身或整个空桶。将制成的空桶送到试漏机上,夹于转盘3间。在转盘旋转时,将压缩空气送入钢桶内,如果钢桶漏气,则压力会下降,于是与槽的通气孔连接的隔膜阀动作,进行自动检测。钢桶经气压检测,大约转一圈之后,由升降装置和导槽自动送到下道包装工序(装料)或作为空罐成品自动排出。
二、提桶制造设备
提桶的制造工艺路线及相应设备如下:剪切下料(剪切机)→磨边(磨边机)→卷桶成型(卷桶成型机)→焊缝(焊缝机)→焊缝抛光(抛光机)→扩口(扩口机)→开口部全卷边(卷边机)→桶体滚筋(滚筋机)→底部翻边(翻边机)→底部卷边封口(双重卷边封口机)→吊耳焊接(吊耳焊接机)→试漏检验(试漏机)→安装手提环(手提环安装机)→集装套叠,流程如图17-31所示。其工序与前述金属钢桶(储运桶)的制造工序差不多。制造方法与其它金属容器的制造方法大体相同。
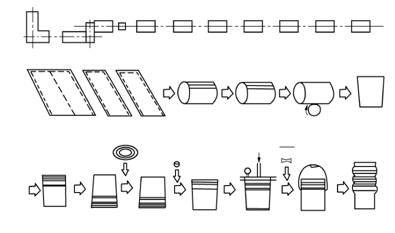
图17-31 制桶工艺流程图

