《包装机械设计》(4)
第二节 金属桶成型技术及机械
钢桶是重要的包装容器。钢桶包装,以其良好的强度、耐腐蚀性、安全可靠性等而广泛用于化工、石油、油漆、轻工、食品等行业。
钢桶的种类很多。主要有钢桶(钢制储运桶简称钢桶)和钢提桶。按使用寿命分有轻型桶与重型桶;按结构分有闭口桶、开口桶以及波纹桶(桶身上有环状波纹)、光滑桶(桶身表面光整平滑)。钢提桶有锥型(T型)与圆柱形(S型)之分。现分别介绍钢制储运桶与钢提桶的加工设备。
一、钢桶制造技术及设备
金属钢桶的制造设备种类繁多,归纳起来主要包括:用于制造桶身、桶底(盖)、桶口件、锁紧箍的各种通用和专用机床、模具及焊接设备,用于封口组装的设备,试漏设备,喷涂设备,清洗设备,烘干设备以及各种输送装置等。钢桶主要制造设备的组成和分类如表17-1所列。金属桶的制造设备主要有下料机、磨边机、桶框成型机、翻边机、波纹机、胀筋机、封口机、试漏机等(点缝焊机为焊接设备,与通用的点缝焊机相同,未列出)。本节中有选择地介绍有关专用机的工作原理及结构。
表17-1 钢桶主要制造设备组成与分类表
| 类别 |
组成或分类 |
工作方式 |
下料机 |
上料装置 |
|
|
分离装置 |
磁化式、压缩空气式 |
|
吸送装置 |
|
|
剪切机 |
平刃剪、斜刃剪、圆盘剪、切断模 |
|
输送装置 |
|
磨边机 |
磨削装置 |
|
|
输送装置 |
|
桶框成型机 |
圆形桶框成型机—卷圆机 |
|
|
异形桶框成型机(折方机、胀形机、整形机) |
锥体式、滚轮式、楔块式 |
翻边机 |
圆桶翻边机 |
滚压式、挤压式 |
|
异形桶翻边机 |
滑块式、滚压式、挤压式 |
波纹机 |
|
机械式 |
胀筋机 |
|
机械式、气动式、液压式 |
封口机 |
圆桶封口机 |
桶体旋转式(机械式、液压式)、桶体固定式 |
|
异形桶封口机 |
内轨道仿形式、外轨道仿形式 |
试漏机 |
|
浸水式、皂液式、气压变化式 |
(一)下料机械
金属钢桶的下料机械指用于桶身板、桶底(盖)板或桶箍条料的剪裁机械。它主要包括各种剪切机。
剪切机按剪刀形式的不同,可分为平刃剪床、斜刃剪床、圆盘剪床、振动剪床和带有切断模的剪切机。其中带切断模的剪切机常用于切断桶箍的条料。而用得最多的是平刃、斜刃和圆盘剪床。为提高下料速度、改善劳动条件,一般都通过各种机械或液压、气动及电气元件来实现自动下料。
桶身板自动下料生产线主要包括剪切机、板材上料装置、分离装置、吸送装置和输送装置。图17-19为桶身板自动下料生产线示意图。该下料生产线的工作过程为:先由铲车将钢板垛送到料台上,垂直气缸2上腔通入压缩空气使活塞下行,吸盘4在活塞杆上的吸送架3的带动下压于金属板垛上吸紧,然后通过配气阀将压缩空气送入气缸2的下腔,活塞上行,而将经分离装置(磁铁16)分离的单张钢板吸起,再使水平气缸1中的活塞左行,则吸引的钢板向前输送。接着让气缸2的活塞下行,在吸起的钢板接触到输送带7时,吸盘内接通大气而使吸力消失,钢板落至输送带7上并送入斜刃剪床下料。此时气缸2的活塞上行,气缸1的活塞右行,吸盘回原处再行工作。
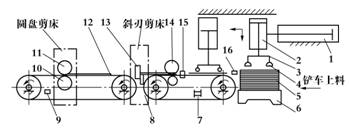
图17-19 桶身自动下料生产线示意图
1-水平气缸; 2-垂直气缸; 3-吸送架; 4-吸盘; 5-金属板垛; 6-料台; 7、9-输送链; 8-下剪刀; 10-下剪盘; 11-上剪盘; 12-浮动导向块; 13-上剪刀; 14-传动滚轮; 15-活动定位挡块; 16-磁铁
当送入剪床剪切的钢板到剪切位置时,输送带7停止,活动定位挡块15从输送带下向上浮起,上剪刀便向下切料。一旦钢板待剪切边送过了剪切刀位置时,输送带会自动停止,挡块15升起,此时传动滚轮14反转,使钢板后移至定位挡块后停止,接近开关(未画出)发出信号,上剪刀13向下与下剪刀8对钢板剪切。随后上剪刀向上回位,输送带7继续运行,将已剪切的(一边或两边)钢板送往输送带9。在输送带9两侧,各有一台圆盘剪床,当钢板剪端靠近圆盘剪时,停止输送,此时浮动导向块12从输送带下方升起,并向前推动板材,使钢板两边在上、下圆盘剪10和11间剪切。剪切完后输送带9将桶身板送离剪床而完成一张板的下料。该生产线可完成桶板的三边剪切。
(二)磨边机械
磨边机械由磨削装置与输送装置组成。工作时下好的板料送往输送装置,输送装置两侧(也有单侧)装有磨削装置(砂轮机),在输送中将板料两侧边(或一边)磨平磨光。然后板料旋转90°继续完成另外两侧的磨平磨光。在输送装置上板材由多对辊夹持,以防输送磨削时板材变形。这种机械有一次磨一边的,有一次磨两边的,也有一道输送分别磨出四边的。磨边后的板料即可卷边焊接,焊接采用电阻焊,与前述的电阻焊接法相同。
(三)桶框成型机械
桶框成型机械指用于完成金属桶桶身成型工序的各种专用机床和装置。其种类随桶形和成型方法的不同而异。用于圆形桶的成型机械为卷圆机;用于异形桶身成型的机械种类较多,有折方机、胀型机、整形机等。
1.卷圆机
卷圆机是将桶身板卷成圆筒状的机器。由于桶身板的卷曲是在交错配置的三根旋转辊之间进行,所以卷圆机也被称为三辊滚床。卷圆机上三根辊的位置有一定要求,上辊位于下辊之上且略向后辊方向偏移一小段距离。工作时转动的上下辊使桶身板向后辊方向移动,当板端接触到后辊时,因后辊的上表面素线高于下辊的上表面素线,迫使桶身板不断向上卷曲,直至在全长上得以卷圆。
卷圆机中,后辊的位置可调,以满足不同直径的桶框成型。上下辊间间隙也是可调的,以适应不同厚度板料的桶身卷圆。图17-20所示为卷圆机工作示意图。当输送装置1将桶身板向右传送,并将其喂入上下辊之间时,旋转的上下辊使桶身板向后辊方向移动,板端碰到后辊后,桶身板则会连续向上卷曲,直至桶身板完全卷圆。已卷圆的桶框被挡架4挡向右边,通过斜板5滑入下道工序的输送带上。
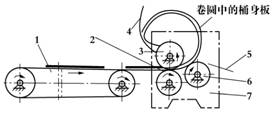
图17-20 卷圆机工作示意图
1-输送装置; 2-下辊; 3-上辊; 4-挡架; 5-斜板; 6-后辊; 7-机架
2.折方机
折方机的作用是将桶身板折成带棱角(实际上是较小的圆角)的多边形桶框。根据不同的动力,折方机可分为专用折方机和组合折方机。
图17-21所示为最简单的一种折方机,用于棱角处有一定圆弧的异形桶身的折方。它是靠上下两辊的相对运动而进行折方的,折方的动力可通过机械传动或液压传动来实现。
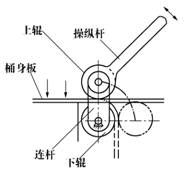
图17-21 专用折方机简图
组合折方机是利用冲床带动冲压模具来完成折方的一种机械,如图17-22所示。在上下折方模间依次冲折a、b、c、d、e五处折方棱角。这种组合折方只需制造折方模具,生产周期短、便宜,但折方次数多,工效低且受冲床行程和空间限制,故只用于小型金属桶。
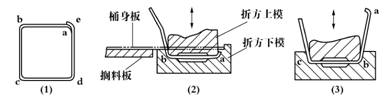
图17-22 组合折方机示意图
3.胀型机
胀型机是使已焊接的圆形桶框通过胀型变为异形桶框的制桶专用机床。根据胀型时运动传递方式的不同,胀型机可份为锥体式、凸轮式和楔块式。
锥体式胀型机的胀型动作主要靠轴向移动的锥体使胀瓣作径向推动,迫使桶框变形。图17-23为其工作原理图。图中液压缸带动与芯轴为一体的锥体,锥体又使四块胀瓣分别对称地向外伸胀而使桶框变型。每块胀瓣内侧的上下安有滚轮,外侧的上下各有一环槽,槽内装有弹簧,靠弹簧在径向箍紧四个胀瓣。
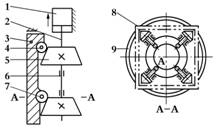
图17-23? 锥体式胀形机示意图
1-液压缸; 2-联轴节; 3-弹簧; 4-胀瓣; 5-锥体; 6-芯轴; 7-滚轮; 8-胀好的桶框; 9-待胀的桶框
工作时,先将圆形桶框套在四胀瓣上,油压带动活塞上移,锥体也随着上移,借助于滚轮迫使四个胀瓣沿桶的径向向外张,直到圆形桶框被胀成异形桶框(图中为方形)。此后,活塞下行,芯轴和锥体同时下移,胀瓣在弹簧力作用下缩回原位,这时便可取出已胀型的异形桶框。其结构中的芯轴驱动也可用机械方式,如曲柄边杆机构、螺旋机构等。
凸轮式胀型机是利用转动的凸轮推开胀瓣来实现异形桶身胀型。其原理与锥体式相同。这种胀型机是靠凸轮的旋转扭矩承受胀型力,故受力较差,凸轮易磨损,一般只适用于板薄和高度小的小桶。
楔块式胀型机是利用楔块与胀瓣斜面的相对运动来实现桶框胀型的。其工作过程如图17-24所示,它的工作原理与锥体式差不多,只是芯轴部分变成了楔块,胀瓣内部变为与楔块相配的锥形面。楔块式胀型机与凸轮式相比,受力状况较好,工作可靠;与锥体式相比,具有结构简单和张力接触面大的优点。该机适应性较广,可用于各种异形桶身的胀型,其缺点是比较笨重。
(四)整形机
整形机是使已基本成型的异形桶框通过胀型进一步成型的机械。由于开始的桶框成型有回弹现象,加上焊接时的搭边误差和变形,造成桶形不规则。为保证准确的形状,须用整形机进行整形。其原理与结构和胀型机基本相同,只是胀瓣的行程和胀型力都较小。
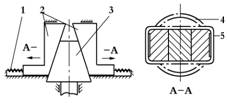
图17-24 楔块式胀型机工作示意图
1-弹簧; 2-边块; 3-楔块; 4-待胀桶框; 5-胀好的桶框

